Медленное перемещение УЗ в зону патрона происходит при включении электромагнита YA7. Ускоренное перемещение УЗ в зону патрона происходит при включении электромагнитов YA7 и YA8 и скорость регулируется дросселем ДР.11
Медленное перемещение УЗ в зону выгрузки происходит при включении электромагнита YA9. Ускоренное перемещение УЗ в зону выгрузки происходит при включении электромагнитов YA9 и YA8, скорость перемещения регулируется дросселем ДР.11.
г) подвод роликов толкателя происходит в два этапа: при включении электромагнита YA24 происходит подвод толкателя в промежуточное положение, а при включении электромагнита YA23 - в крайнее положение. Отвод роликов происходит при отключении соответствующих электромагнитов.
д) перемещение перекладчика (ПР) в зону перегрузки и к подъемнику.
Медленное перемещение ПР в зону перегрузки происходит при включении электромагнита YA12. Ускоренное перемещение ПР в зону перегрузки происходит при включении электромагнитов YA12 и YA13.
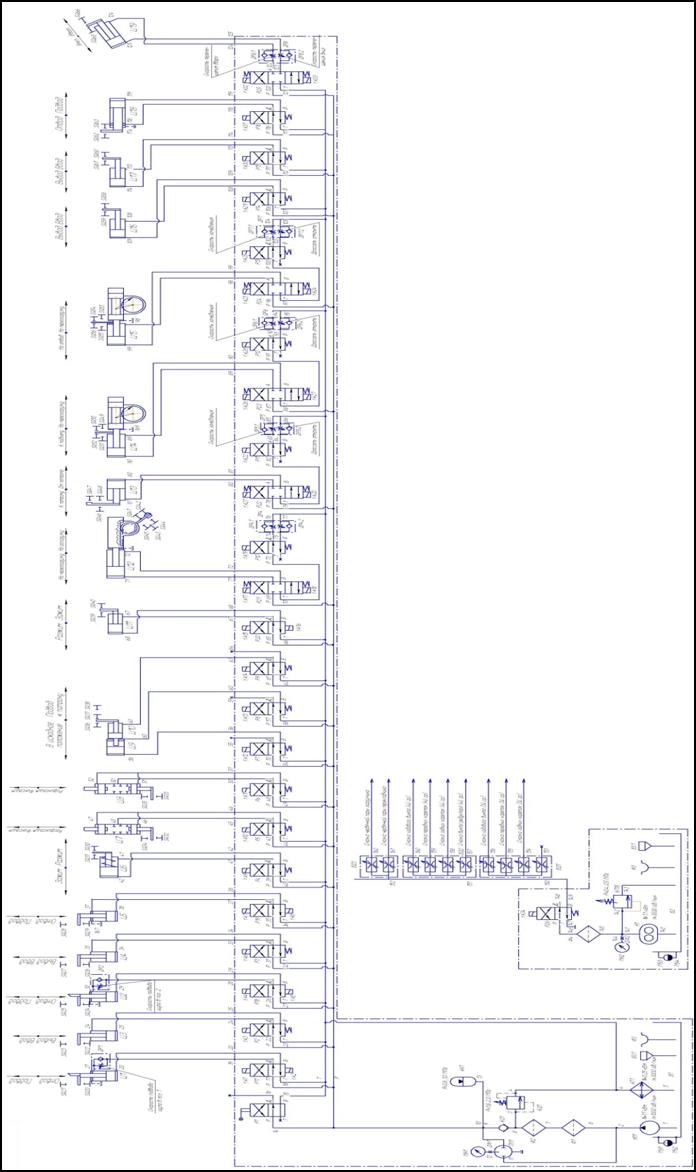 |
Рисунок 3.6 - Схема гидравлическая принципиальная
Медленное перемещение ПР к подъемнику происходит при включении электромагнита Y А14. Ускоренное перемещение ПР к подъемнику происходит при включении электромагнитов YA14 и YA13. Скорость перемещения регулируется дросселем ДР10.
е) ввод и вывод захвата.
Ускоренный ввод захвата происходит при включении электромагнитов YA15 и YA16, замедление в конце ввода захвата происходит при отключении электромагнита YA16, а скорость регулируется дросселем ДР.9.
Замедление в начале вывода захвата происходит при включении электромагнита YA17, а ускоренный вывод захвата происходит при включении электромагнитов YA17 и YA16.
ж) перемещение выгружателя вверх-вниз.
Перемещение выгружателя вверх происходит при включении электромагнита YA18, при этом масло через проточку распределителя Р11 поступает в бесштоковую полость цилиндра Ц7 по линии 60-63-64, а из штоковой полости идет слив по линии 65-62-61.
Перемещение выгружателя вниз происходит при включении электромагнита YA19, при том масло через проточку распределителя Р11 поступает в штоковую полость цилиндра Ц7 по линии 60-62-65, а из бесштоковой полости идет слив масла по линии 64-63-61. Скорость перемещения выгружателя регулируется дросселем ДР.7. и) перемещение подъемника вверх-вниз.
Перемещение подъемника вверх происходит при включении электромагнита YA20, при этом масло через проточку распределителя Р12 поступает в бесштоковую полость цилиндра Ц8 по линии 66-69-70, а из штоковой идет слив по линии 71-68-67.
Перемещение выгружателя вниз происходит при включении электромагнита YA21, при этом масло через проточку распределителя Р12 поступает в штоковую полость цилиндра Ц8 по линии 66-68-71, а из бесштоковой полости идет слив масла но линии 70-69-67. Скорость перемещения выгружателя регулируется дросселем ДР.8. к) разгрузка стола.
Разгрузка стола производится при перемещениях стола для разгрузки, выгрузки и правки при включении электромагнита YA4.
3.5.2. Смазочная система
Смазка передней и задней опор механизма перемещения стола, призматической и плоской направляющих шлифовальной бабки, передней и задней опор механизма подач, подшипника бабки изделия и поршень-рейки загрузчика и перекладчика осуществляется автоматически от гидросистемы станка.
3.5.2.1 Описание работы.
Смазка станка обеспечивается следующими системами:
а) импульсной смазкой плоской направляющей шлифовальной бабки и передней опоры механизма подач, поршень-рейки загрузчика и перекладчика.
Смазка осуществляется от гидросистемы станка следующим образом.
При включении электромагнита YA4 масло подводится к питателю ПИ.3. При включении электромагнитов YA7 и YA12 масло подводится к питателям ПИ1 и ПИ2 соответственно и заполняет их полости, при отключении электромагнитов питатели соединяются со сливами, пружины питателей -возвращают их подвижную часть в исходное положение и выталкивают дозу масла соответствующего узла.
б) периодической смазкой передней и задней опор механизма перемещения стола, призматической направляющей шлифовальной бабки, задней опоры механизма подач и подшипника бабки изделия. Смазка осуществляется от гидросистемы станка через блоки дроссельные БД.1, БД.2 и БД.3 при включении электромагнита YA4.
При отключении электромагнита смазка прекращается.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.