а)
б)
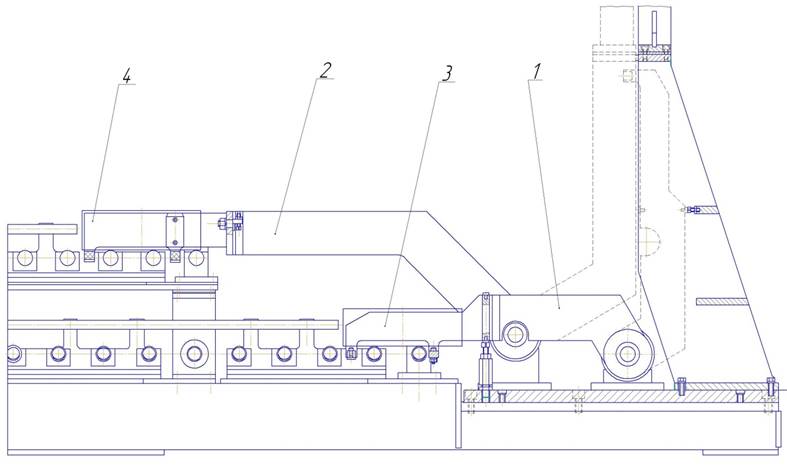
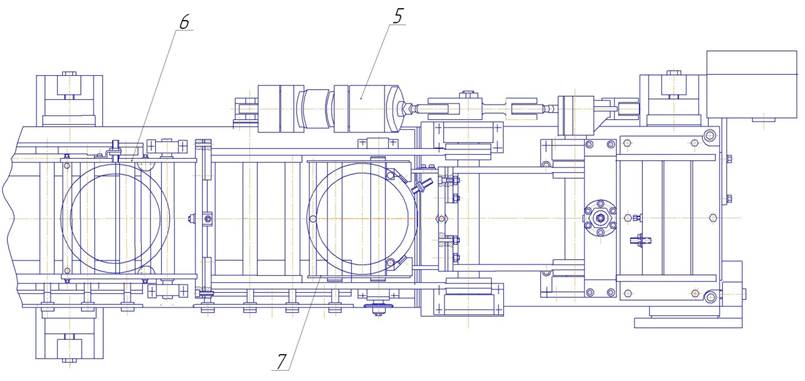
а- вид сбоку; б- вид сверху; 1,2 - рольганги нижний и верхний соответственно; 3 – подъемник для заготовки; 4 – подъемник для готового изделия; 5 - гидроцилиндр; 6 – корзинка нижнего рольганга; 7 – корзинка верхнего рольганга.
Рисунок 3.3 - Транспортер
3.4.10 Механизм ввода прибора активного контроля
Механизм ввода прибора активного контроля (рис. 3.4) предназначен для ввода скобы в зону контроля при шлифовании, изделия, и вывода её из зоны контроля после окончания шлифования. Ввод и вывод скобы происходит в цикле автоматически.
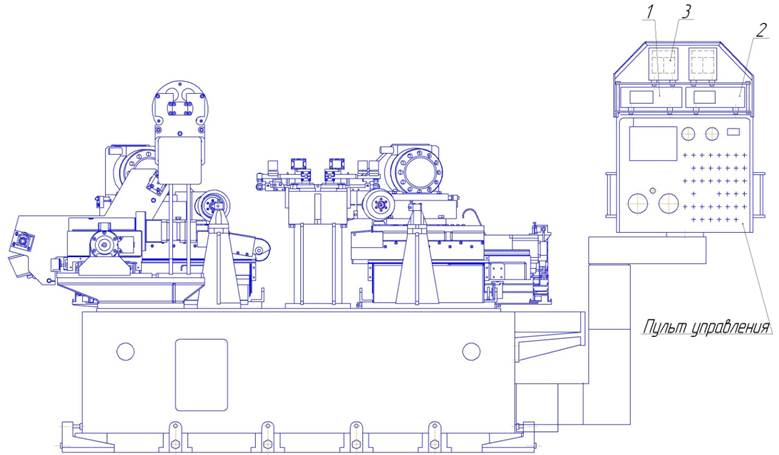
1 – ПАК типа ПКУ228-2 с двумя измерительными одноконтактными головками мод. МР 44 фирмы «Робокон»; 2 - ПАК типа ПКУ238-2 с одной измерительной одноконтактной головкой мод. МР 44 фирмы «Робокон»; 3 – устройство контролирующее касание круга с изделием Е20N фирмы «MARPOSS»
Рисунок 3.5 - Механизм ввода прибора активного контроля
Механизм ввода обеспечивает два последовательных элемента траектории движения скобы:
- движение скобы по дуге относительно оси вала в горизонтальной плоскости;
- движение скобы по дуге относительно оси вала в вертикальной плоскости.
Движения осуществляется гидроцилиндром, установленным на корпусе передней бабки.
Исходное положение механизма ввода скоба отведена. При этом шток гидроцилиндра отведен.
При вводе скобы масло подается в безштоковую полость гидроцилиндра. Шток выдвигается и упором, воздействуя на ось, проворачивают корпус вокруг оси вала в горизонтальной плоскости. Проворот происходит до тех пор, пока упор не упрется в регулировочный винт, а упор в регулировочный винт.
Шток гидроцилиндра продолжает движение, при этом упор освобождает палец. Под действием пружины происходит движение скобы относительно оси вала в вертикальной плоскости до упора.
При движении в вертикальной плоскости, планка входит в зацепление с торцом планки, тем самым блокируя движение скобы в горизонтальной плоскости.
Вывод скобы производится в обратном порядке.
3.4.11. Патрон
Патрон установлен на конус шпинделя бабки изделия. Зажим детали осуществляется по внутреннему диаметру опорных бортов при помощи шести кулачков усилием двух пружин сжатия. Усилие пружин через подвижный плунжер , имеющий 6 площадок скошенных под углом 6° 42' 38", передается на сухари, которые через поворотные рычаги передает усилие на кулачки патрона. Для уменьшения трения в паре плунжер-сухарь между ними установлены ролики.
Разжим детали производится гидроцилиндром установленным в задней части бабки изделия через тягу.
3.5 Гидросистема и смазочная система.
Схема гидравлическая принципиальная с перечнем элементов гидросистемы и системы смазки показана на рис. 3.6.
3.5.1 Гидросистема
Гидросистема станка выполняет следующие функции:
- подвод скобы ПАК;
- разжим кулачков патрона;
- перемещение УЗ (устройства загрузочного) в зону патрона и выгрузки;
- подвод-отвод роликов толкателя;
- перемещение перекладчика (ПР) в зону перегрузки и к подъемнику;
- ввод и вывод захвата;
- перемещение выгружателя вверх-вниз;
- перемещение подъемника вверх-вниз;
-разгрузка стола.
Насосная установка гидросистемы станка и большая часть аппаратуры управления размещены на станции гидропривода, расположенной около станка.
Насосный агрегат системы гидропривода, содержащий лопастной насос НП.1, подает рабочую жидкость в гидросистему. При необходимости иметь повышенные расходы в системе в работу включается гидропневмоаккумулятор AK1.
Давление в гидросистеме настраивается клапаном давления КД1 и контролируется манометром МН2, подключенным через переключатель манометра ПМ2.
Обратный клапан КО1 предохраняет систему от инерционной разрядки через насос при выключении гидропривода.
Фильтрация масла осуществляется фильтром Ф1.
3.5.1.1 Описание работы
а) подвод скобы ПАК осуществляется при включении электромагнита YA3. При этом масло через проточку распределителя Р2 поступает в нижнюю полость цитлиндра Ц1 по линии 13-15-15 из верхней полости етого цилиндра масло идет на слив по линии 16-16-14. Отвод скобы ПАК осуществляется при отключении электромагнита YA3.
б) разжим кулачков патрона осуществляется при включении электромагнита YA22. При этом масло через проточку распределителя Р поступает в бесштоковую полость цилиндра Ц по линии. При отключении электромагнита YA22 происходит зажим кулачков.
в) перемещение УЗ в зону патрона и выгрузки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.