На левом торце стола нижнего установлен механизм поворота стола верхнего для обеспечения "развала" 0,012...0,018 мм при обработке кольца.
3.4.2 Бабка шлифовальная
Бабка представляет собой корпус с направляющими, который устанавливается на шины роликовые плиты подкладной. В верхней части корпуса установлена плита подмоторная с пазами, на которую установлен электродвигатель. Для натяжения ремня плоского предусмотрен механизм натяжения ремня плоского. На верхнюю плоскость корпуса бабки установлена плита, к нижней части которой крепиться кронштейн в котором посредством клеммного зажима крепиться головка торцешлифовальная.
Головка торцешлифовальная представляет собой стальную гильзу-корпус в которой на прецизионных высокоскоростных подшипниках качения вращается шпиндель. Температурные деформации шпинделя компенсируются плавающей установкой задней опоры.
На выходной конический конец шпинделя устанавливается шлифовальный круг специальной формы в сборе с фланцем круга.
Перед установкой на станок шлифовальный круг в сборе с фланцем должен быть статически отбалансирован при помощи грузов на фланце круга. Допускаемый дисбаланс - 1 гсм.
3.4.3 Механизм перемещения стола
Механизм перемещения стола установлен на подставке между её направляющими. Передняя и задняя опоры шарикового винта закреплены к подставке. Шариковая гайка через компенсатор закреплена к нижнему столу.
Вращение на винт передается от электродвигателя через эластичную муфту. Винт вращается в радиальном и радиально-упорном подшипниках.
Смазка подшипников принудительная проточная.
Шариковая гайка в крайних положениях ограничивается резиновыми упорами, встроенными в корпуса подшипников.
3.4.4 Устройство загрузочное
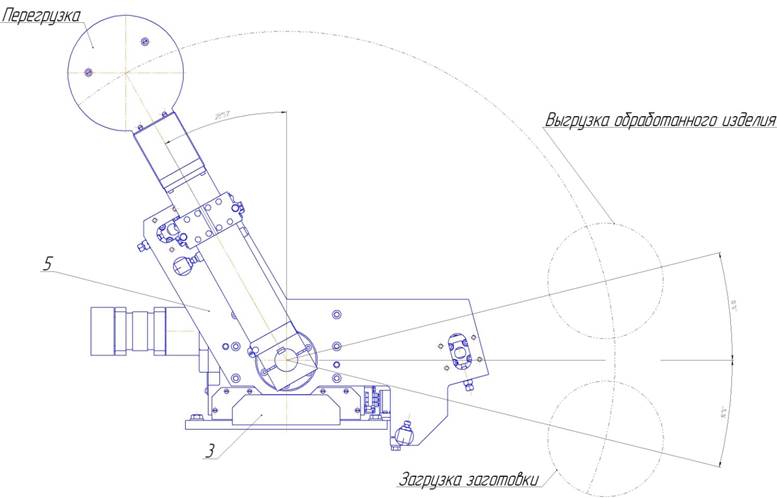
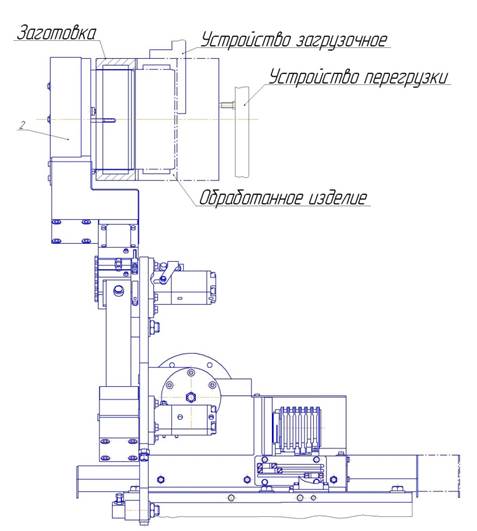
Устройство загрузочное (поз. 4 рис. 3.1) установлено на бабке изделия. Это обусловлено тем, что обработка кольца происходит в зоне захвата УЗ. Загрузочное устройство имеет руку типа пантографа с захватом. При подходе к патрону руки УЗ, рычаг руки УЗ упирается в упор, установленный на устройстве башмачном, кольцо освобождается от удержания в руке УЗ и опускается на призмы.
После того, когда кольцо окончательно обработано, происходит отвод стола вместе с бабкой изделия и УЗ из зоны шлифования в зону перегрузки. Рука УЗ перемещается с обработанным кольцом в зону перегрузки. Происходит перезарядка захвата. Заготовка из захвата УЗ перемещается на призмы съемника, а на её место в захват поступает заготовка. Рука УЗ с заготовкой в захвате перемещается в зону обработки. Цикл повторяется.
Вал руки УЗ, рычаги пантографа установлены на подшипниках.
3.4.5. Перекладчик
Перекладчик (поз. 6 рис. 3.1) установлен на станке рядом с плитой подкладной. Перекладчик (рис. 3.2) состоит из плиты 1 с направляющими планками 2, в которые установлены шины роликовые. Между направляющими 2 установлен гидроцилиндр 6. По этим направляющим от гидроцилиндра совершает возвратно-поступательное движение корпус (каретка) 4. Корпус 4 имеет руку с захватом 7, которая совершает вращательное движение от гидроцилиндра через зубчатое зацепление шестерня-рейка. Перекладчик переносит заготовку кольца с подъемника заготовок на транспортере в зону перегрузки (поз. 5 рис. 3.1). В зоне перегрузки перекладчик заготовкой выталкивает обработанное кольцо из руки УЗ (поз. 4 рис. 3.1) и заталкивает заготовку кольца в руку УЗ. Захват перекладчика выводится из руки УЗ и возвращается к подъемнику заготовок кольца, а рука УЗ с заготовкой кольца перемещается в зону обработки. Вал руки перекладчика установлен на подшипниках.
а)
б)
а- вид спереди; б- вид сбоку; 1
Рисунок 3.2 – Перекладчик
3.4.6 Устройства перегрузки
Устройство перегрузки (поз. 5 рис. 3.1) состоит из лотка, отводящего обработанные кольца и механизма для перемещения обработанного кольца в лоток.
Механизм имеет гидроцилиндр, упоры и призму. После того, как рука перекладчика (поз. 6 рис. 3.1) вытолкнула обработанное кольцо заготовкой кольца, обработанное кольцо устанавливается на призму и упоры механизма перегрузки. Выключается гидроцилиндр, фиксаторы под, действием гидроцилиндра перемещаются вниз, и обработанное кольцо попадает в лоток отводящий. Фиксаторы установлены на кронштейне, который имеет две направляющие скалки для точного перемещения. Для замедления скорости перемещения обработанного кольца по лотку и предотвращения удара при попадании изделия в корзинку подъемника, на лотке установлены три механизма торможения на расстоянии 240 мм друг от друга. Механизмы торможения работают по принципу воздушного амортизатора.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.