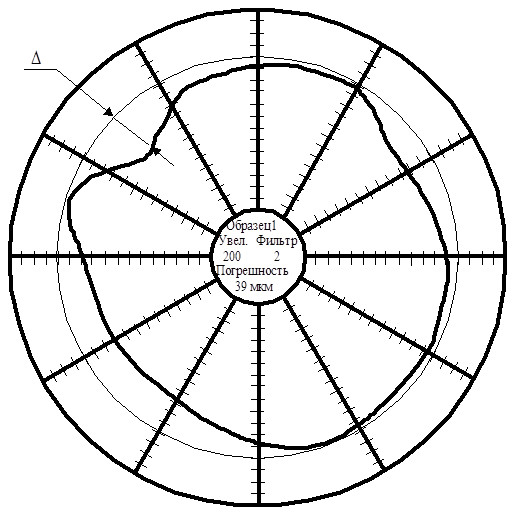
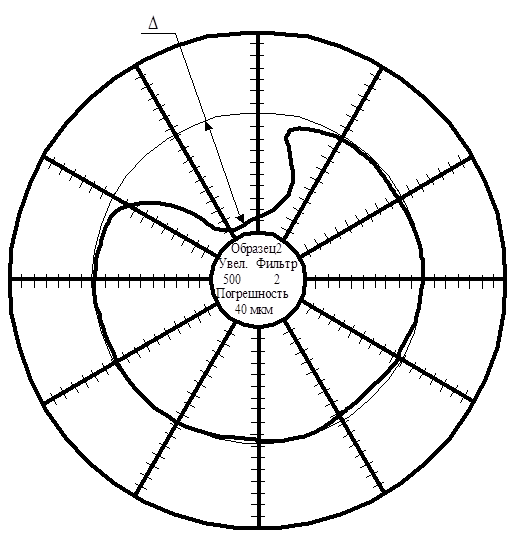
Рис. 6. Круглограммы обработанных поверхностей.
а б
![]()
![]()
![]()
![]()
в г д е
ж и
![]()
![]()
к л
Предельные отклонения формы и расположения поверхностей и их числовые значения нормируются стандартами ГОСТ 24643-81 и ГОСТ 25069-81 и назначаются при наличии особых требований, вытекающих из условий работы, изготовления или измерения деталей.
Кроме того, в стандарте предусмотрены допуски плоскостности, прямолинейности, цилиндричности, круглости и профиля продольного сечения, параллельности, перпендикулярности, торцового и радиального биения.
Установлено 16 степеней точности. На чертежах их не указывают, пишут только числовые значения допусков в миллиметрах. Первые степени точности можно получить при отделочных видах обработки (1, 2 и 3-ю степени точности можно обеспечить доводкой, сверхдоводкой, алмазной расточкой и обточкой), средние - при чистовой (7, 8, 9 - круглым наружным и внутренним шлифованием), а грубые - при черновой обработке (14, 15, и 16 - обточкой, расточкой).
Когда допуск на форму и расположение поверхностей является составной частью допуска размера, то указывают уровень относительной геометрической точности. Стандартом установлено три уровня А, В и С.
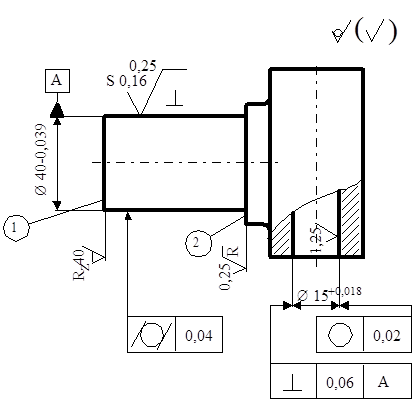
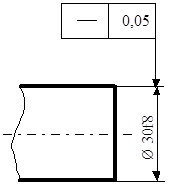
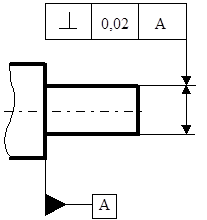
Неуказанные допуски формы и расположения поверхностей определяются ГОСТ 25069-81, его требования действуют только тогда, когда в чертеже есть ссылка на стандарт. Так, например, на чертеже в табл. 4.6 указано, что допуск круглости отверстия Æ15+0,018 равен 0,02 мм; а допуск перпендикулярности оси относительно поверхности А - не должен превышать 0,06 мм. У шейки Æ40-0,039 допуск цилиндричности равен 0,04 мм.
4.3.2. Шероховатость
ГОСТ 2789-73 предусматривает следующие параметры шероховатости (рис. 8)
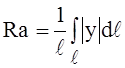
Rа - среднее арифметическое отклонение профиля
 или
или 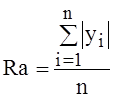 , мкм;
, мкм;
Rz - высота неровностей профиля по десяти точкам
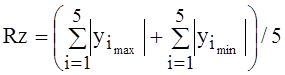 , мкм;
, мкм;
Rmax - наибольшая высота неровностей профиля, мкм;
S - средний шаг неровностей по вершинам, мкм;
 , мкм;
, мкм;
Sm - средний шаг неровностей
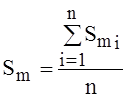 , мкм;
, мкм;
tp - относительная опорная длина профиля,
где р - шаговое значение уровня профиля
Значения всех параметров определяется на участке
поверхности в пределах базовой длины ![]() . Базовая длина
. Базовая длина ![]() - длина
базовой линии, используемая для выделения неровностей, характеризующих
шероховатость поверхности.
- длина
базовой линии, используемая для выделения неровностей, характеризующих
шероховатость поверхности.
Значения параметра шероховатости Ra указываются без символа, например: 0,5; остальных параметров - после соответствующего символа, например, Rmax 6,3; Rz 40; Sm 0,63.
Таблица 4.6
Задание 5. Расшифровать обозначения предельных
отклонений формы, расположения и шероховатости поверхностей
|
Эскиз детали |
Решение |
|
|
Допуск цилиндричности поверхности А - 0,04 мм, шероховатость не более 0,25 мкм (Ra) со средним шагом 0,16 мкм и перпендикулярным направлением штрихов. Отверстие имеет шероховатость Ra не более 1,25 мкм, допуск круглости 0,02 мм, ось отверстия имеет допуск перпендикулярности 0,06 мм относительно поверхности А. Шероховатость Rz торца 1 не превышает 40 мкм, шероховатость Ra торца 2 не более 0,25 мкм с радиальным направлением рисок. Остальные поверхности не обрабатываются. |
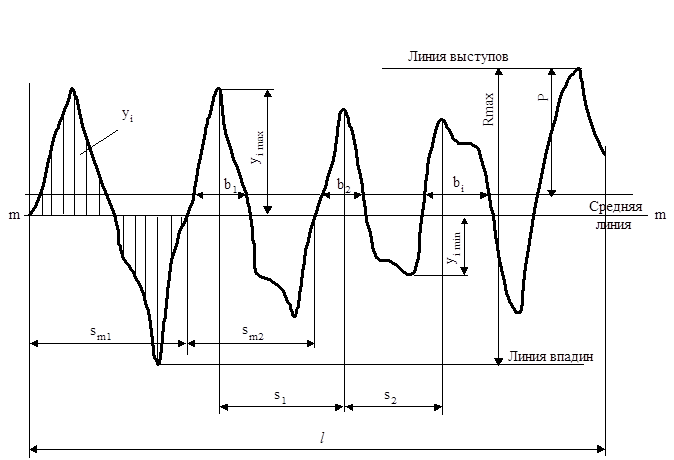
Рис.8. Профилограмма поверхности.
Требования к шероховатости поверхности обозначаются на чертежах условными знаками в соответствии с ГОСТ 2.309-73 (рис.9).
Параметры могут быть заданы тремя способами:
1) путем задания наибольшего значения величины параметра, например,
 (Ra £ 3,2 мкм)
(Ra £ 3,2 мкм)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.