а) координаты профиля производящей поверхности инструмента по заданным параметрам поверхности детали и параметрам установки инструмента (прямая задача);
б) координаты профиля обработанной поверхности детали по заданным параметрам производящей поверхности и параметрам установки инструмента (обратная задача);
в) координаты переходных кривых и подрезов на профиле обработанной поверхности; границы и вид этих искажений профиля детали;
г) оптимальные параметры установки инструмента для получения наилучшего профиля инструмента с технологической и эксплуатационной точек зрения, а также для получения поверхности детали без переходных кривых и подрезов;
д) форму передних и задних поверхностей режущей части инструментов;
е) погрешности, вызванные заменой геометрически точной поверхности режущей части инструмента технологически удобными поверхностями;
ж) влияние допусков изготовления и установки инструментов на точность обработки поверхностей деталей;
3) отклонения профиля поверхностей, деталей, возникающих в результате переточек и правок инструментов;
и) профили резцов и шлифовальных кругов для затылования и заточки зубьев инструментов.
Метод предусматривает решение вопросов формообразования поверхностей деталей и формообразования поверхностей режущей части инструментов вплоть до расчета профиля и установки инструментов второго порядка. Это необходимо при проведении технологической подготовки производства, включая нормирование работ и расчет технологической себестоимости не только в производстве, но и для всего предпроизводственного периода.
Все аналитические расчеты и экспериментальные работы должны заканчиваться программой для реализации на ЭВМ соответствующего алгоритма, который представляет своеобразный механизм, связывающий через параметры установки инструмента параметры обрабатываемой детали с параметрами инструмента. С помощью такой программы можно решать не только однозначную задачу, но и широко производить анализ влияния каждого параметра инструмента на условия формообразования поверхностей для определения его оптимальных значений.
Исходным моментом при этом является знание технологических возможностей оборудования, имеющегося у производителя, или которое он в состоянии приобрести.
3.1 Движения инструмента относительно детали
Теоретическую форму обработанной
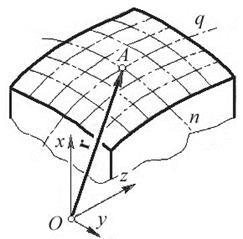
поверхности детали без микронеровностей и других отклонений будем называть
номинальной. Номинальная поверхность детали может быть определена двумя
параметрами; например, криволинейные координатами ![]() и
и ![]() (рис. 3.1, а) и тогда в системе координат
(рис. 3.1, а) и тогда в системе координат![]() , связанной с деталью, уравнение
номинальной поверхности в параметрическом виде будет
, связанной с деталью, уравнение
номинальной поверхности в параметрическом виде будет
![]() ), (3.1)
), (3.1)
где ![]() - радиус-вектор,
имеющий начало в точке О начала системы координат
- радиус-вектор,
имеющий начало в точке О начала системы координат ![]() .
.
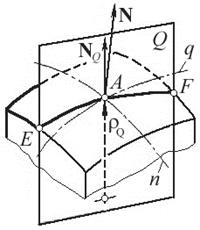
Будем считать, что нормаль ![]() к номинальной поверхности детали в данной
ее точке А будет всегда обращена в сторону от материала детали. Тогда
радиус
к номинальной поверхности детали в данной
ее точке А будет всегда обращена в сторону от материала детали. Тогда
радиус ![]() кривизны кривой EF сечения номинальной
поверхности любой плоскостью Q будет положительным, если вогнутость
кривой EF обращена в сторону нормали к кривой EF
(рис. 3.1,6).
кривизны кривой EF сечения номинальной
поверхности любой плоскостью Q будет положительным, если вогнутость
кривой EF обращена в сторону нормали к кривой EF
(рис. 3.1,6).
|
а
|
б
|
в
|
|
Рис. 3.1 Криволинейные координаты на номинальной поверхности детали |
||
Криволинейные координаты на поверхности могут быть выбраны в широких пределах. Удобнее выбирать их в зависимости от способа образования номинальной поверхности инструментом. При обработке поверхности детали инструмент выполняет две функции: формообразования поверхности и срезания припуска. Обе функции инструмент осуществляет режущими кромками, совершая комплекс движений относительно детали. Режущая кромка инструмента геометрически представляет собой отрезок линии. На инструменте может быть одна режущая кромка или множество. Во втором случае режущие кромки располагается на поверхности, которую называют производящей (рис. 3.2). Таким образом, с геометрической точки зрения формообразование номинальной поверхности детали осуществляется или линией или поверхностью.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.