1. Номинальная поверхность детали является
огибающей двухпараметрического семейства поверхностей резания (параметры
семейства — ![]() и
и ![]() подач).
Ее две криволинейные координаты
подач).
Ее две криволинейные координаты ![]() и
и ![]() зависят от четырех параметров
инструмента —
зависят от четырех параметров
инструмента — ![]() ,
, ![]() ,
, ![]() и
и ![]() . Вид,
зависимости двух последних параметров от координат
. Вид,
зависимости двух последних параметров от координат ![]() и
и
![]() выбирается при проектировании инструмента.
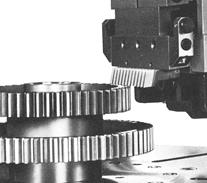
Такой способ обработки имеет место при фрезеровании летучим резцом (фрезой с
двусторонней режущей пластиной) рабочих поверхностей штампов для объемной
штамповки (рис. 5.1): выбирается форма режущей кромки и закон движения резания;
рассчитываются законы обеих подач (криволинейные координаты копиров или
программа для ЧПУ, которые управляют инструментом). Летучий резец (фреза) вращается
вокруг оси оправки. При этом в контакте с поверхностью детали при принятой
глубине резания будет находиться участок режущей кромки
выбирается при проектировании инструмента.
Такой способ обработки имеет место при фрезеровании летучим резцом (фрезой с
двусторонней режущей пластиной) рабочих поверхностей штампов для объемной
штамповки (рис. 5.1): выбирается форма режущей кромки и закон движения резания;
рассчитываются законы обеих подач (криволинейные координаты копиров или
программа для ЧПУ, которые управляют инструментом). Летучий резец (фреза) вращается
вокруг оси оправки. При этом в контакте с поверхностью детали при принятой
глубине резания будет находиться участок режущей кромки ![]() ,
а кромка будет проходить в теле заготовки путь
,
а кромка будет проходить в теле заготовки путь ![]() (см.
рис. 3.6). Параметры
(см.
рис. 3.6). Параметры ![]() и
и ![]() в
зависимости от координат инструмента и формы поверхности, т. е.
в
зависимости от координат инструмента и формы поверхности, т. е. ![]() и
и ![]() будут
переменными как в пространстве, так во времени. Подачи
будут
переменными как в пространстве, так во времени. Подачи ![]() и
и
![]() определяются координатами криволинейной поверхности
определяются координатами криволинейной поверхности
![]() и
и ![]() , и
рассчитываются исходя из параметров точности поверхности, например
шероховатости, или параметров, определяемых динамикой процесса: жесткостью
системы, стойкостью инструмента и др.
, и
рассчитываются исходя из параметров точности поверхности, например
шероховатости, или параметров, определяемых динамикой процесса: жесткостью
системы, стойкостью инструмента и др.
|
Рис. 5.2 – Твердосплавные неперетачиваемые пластины |
В качестве режущего элемента инструментов, работающих по схеме двухпараметрического огибания, используются чаще всего неперетачиваемые пластины круглой формы с положительной геометрией передней и задней поверхностей (рис. 5.2).
2. Номинальная поверхность детали является
огибающей однопараметрического семейства поверхностей резания (параметр
семейства - параметр ![]() подачи). Две криволинейные
координаты поверхности
подачи). Две криволинейные
координаты поверхности ![]() и
и ![]() зависят
от трех параметров инструмента -
зависят
от трех параметров инструмента - ![]() ,
, ![]() и
и ![]() Вид
зависимости одного из параметров выбирается от
Вид
зависимости одного из параметров выбирается от ![]() и
и
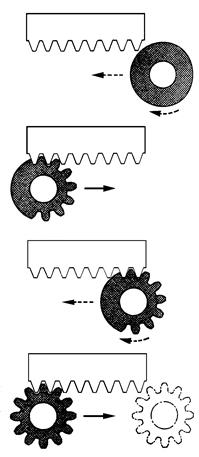
![]() . Такой способ получения номинальной поверхности
имеет место, например, при обработке зубчатых деталей зуборезной гребенкой
(рис. 5.3).
. Такой способ получения номинальной поверхности
имеет место, например, при обработке зубчатых деталей зуборезной гребенкой
(рис. 5.3).
|
а
|
в
|
|
б
|
|
|
Рис. 5.3 – Зубонарезание гребенкой: а – прямозубого венца; б – косозубого венца; в – схема движений колеса в станочном зацеплении |
|
Здесь выбирается закон подачи гребенки (величина радиуса начального цилиндра), а рассчитываются закон движения резания и форма режущей кромки гребенки.
3. Номинальная поверхность детали
совпадает с поверхностью резания. Ее две криволинейные координаты ![]() и
и ![]() зависят
от двух параметров инструмента
зависят
от двух параметров инструмента ![]() и
и ![]() . Форма режущей кромки и закон движения
предопределены формой криволинейных координат
. Форма режущей кромки и закон движения
предопределены формой криволинейных координат ![]() и
и
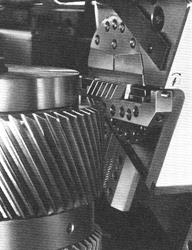
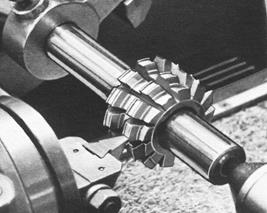
![]() . Такой способ формообразования имеет
место, например, при затыловании фасонной фрезы затыловочным резцом (рис. 5.4).
. Такой способ формообразования имеет
место, например, при затыловании фасонной фрезы затыловочным резцом (рис. 5.4).
|
Рис. 5.4 – Затылование червячной фрезы |
Поверхность резания, описываемая режущей кромкой инструмента, в процессе обработки детали может менять свою форму, но может оставаться постоянной, «жесткой». В последнем случае ее можно уподобить производящей поверхности инструмента и при решении вопросов формообразования пользоваться расчетными зависимостями, выведенными для производящей поверхности. Например, при обработке зубчатых колес зуборезная гребенка, совершая возвратно-поступательные «долбящие» движения, своей режущей кромкой описывает поверхность резания, которая по форме является рейкой. Эта рейка положена в основу, как расчета самой гребенки, так и в основу решения вопросов формообразования гребенкой зубчатых деталей.
Режущие кромки, расположенные на
производящей поверхности инструмента, при одном простом движении резания опишут
семейство поверхностей резания. С точки зрения формообразования поверхность, огибающую
это семейство поверхностей резания, можно рассматривать как поверхность, огибающую
семейство производящих поверхностей, когда параметром семейства является
параметр ![]() движения резания.
движения резания.
Лекция 6
Формообразование номинальной поверхности детали режущей производящей поверхностью инструмента
Образование номинальной поверхности детали производящей поверхностью инструмента осуществляется одним из следующих способов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.