|
Элементарные движения |
В1 |
П2 |
П4 |
П5 |
П2 |
В3 |
П6 |
|
Исполнительные движения |
Фv |
Фs |
Уст |
Всп |
Всп |
Всп |
Всп |
|
Параметры настройки |
V,N |
V,N, L,K |
L,K |
L,K |
N,L,K |
L,K |
L,K |
Рисунок 2.8 Структурная схема фрезерования плоскости торцовой фрезой
Лыска c радиус-переходом (7×7;R7)…(16×16,5; R16)
Заданную плоскость с учетом ее шероховатости (R![]() = 20) можно получить следующими
способами: - строгание чистовое
= 20) можно получить следующими
способами: - строгание чистовое
- шлифование предварительное
- фрезерование чистовое
Строгание – малопроизводительный метод, т.к. стружка снимается только во время рабочего хода резца. Кроме этого, этот метод требует повышенной жесткости системы СПИД, изготовления специального резца. Но основная причина, по которой строгание не приемлемо – этот метод формообразовния не совместим по физике процесса снятия стружки с нарезанием внутренней резьбы.
Шлифование - процесс, при котором шлифовальный круг (абразивный инструмент) вращается с большой скоростью (25-30м/с) что значительно превышает скорость вращения при нарезании внутренней резьбы, следовательно их нецелесообразно совмещать. Кроме этого при шлифовании выделяется много тепла, пыли и мелкой стружки, для удаления которых требуются специальные устройства.
Фрезерование лыски с радиус-переходом можно осуществлять торцовыми, цилиндрическими и концевыми фрезами. Ввиду малой площади фрезерования, применение цилиндрической фрезы нецелесообразно. В связи с отсутствием стандартных торцовых фрез необходимого нам диаметра, выбираем фрезерование концевой фрезой. Также этот метод позволяет обработать деталь, всего лишь, повернув стол на 90º вокруг его же оси.
Для обработки СЧ и МС в качестве материала режущей части инструмента применим быстрорежущую сталь марки Р6М5.
Назначаем режущий инструмент:
Фреза концевая с коническим хвостовиком по ГОСТ 17026-71 (рисунок 2.9). Угол наклона стружечных канавок 25-30º. Размеры фрезы приведены в таблице 2.5.
Фреза концевая с коническим хвостовиком по ГОСТ 17026-71 (рисунок 2.9). Размеры фрезы приведены в табл. 2.5. Технические требования по ГОСТ 17024-82. Фрезы изготавливают с крупным зубом, заточенными наостро. Угол наклона стружечных канавок 35-45º. Для повышения виброустойчивости фрезы выполняют с неравномерным окружным шагом зубьев. Предельные отклонения фрез не должны быть более наружного диаметра конического хвостовика h8. [2]
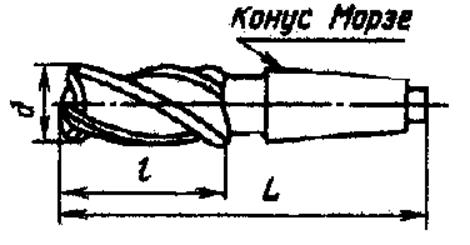
Рисунок 2.9 Фреза концевая с коническим хвостовиком (по ГОСТ 17026-71)
|
d |
L |
L |
Число зубьев фрез типа |
Конус Морзе |
||
|
1 |
2 |
|||||
|
10 11 |
92 |
22 |
4 |
3 |
1 |
|
|
12 12 14 14 |
96 111 96 111 |
26 |
2 1 |
|||
|
16 18 |
117 |
32 |
2 |
|||
|
20 20 22 22 |
123 140 123 140 |
38 |
5 |
2 3 2 |
||
|
25 28 |
147 |
45 |
3 |
|||
|
32 32 36 36 40 40 45 45 50 50 56 56 63 |
155 173 155 173 188 221 188 221 200 233 200 233 248 |
53 |
6 |
4 |
||
|
4 3 4 4 5 4 5 4 5 4 5 5 |
||||||
Построим эскиз взаимного расположения детали и инструмента во время обработки и определим исполнительные движения «в соответствии с рисунком 2.10».
Рисунок 2.10 Эскиз взаимного расположения инструмента и детали при фрезеровании лыски концевой фрезой
Для того чтобы определить, сколько потребуется формообразующих движений, необходимо выявить производящие линии и методы их получения (рис. 2.9).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.