|
Элементарные движения |
В1 П2 |
П3 |
П4 |
П5 |
П6 |
П2 |
П6 |
|
Исполнительные движения |
Фv |
Уст |
Всп |
Уст |
Уст |
Всп |
Всп |
|
Параметры настройки |
V,N, L,K,F |
L,K |
L,K |
L,K |
L,K |
L,K |
N,L,K |
Рисунок 2.4 Структурная схема нарезания резьбы в отверстии резьбовым резцом
Плоскость (15×25)…(36×60)
Заданную плоскость с учетом ее шероховатости (R![]() = 2,5) можно получить следующими
способами: - строгание чистовое
= 2,5) можно получить следующими
способами: - строгание чистовое
- шлифование предварительное
- фрезерование чистовое
Кроме того, данную плоскость можно получить накатыванием, которое мы не будем рассматривать, из-за присущих этому методу больших энергозатрат.
Строгание – малопроизводительный метод, т.к. стружка снимается только во время рабочего хода резца. Кроме этого, этот метод требует повышенной жесткости системы СПИД. Но основная причина, по которой строгание не приемлемо – этот метод формообразовния не совместим по физике процесса снятия стружки с нарезанием внутренней резьбы.
Шлифование - процесс, при котором шлифовальный круг (абразивный инструмент) вращается с большой скоростью (25-30м/с) что значительно превышает скорость вращения при нарезании внутренней резьбы, следовательно их нецелесообразно совмещать. Кроме этого при шлифовании выделяется много тепла, пыли и мелкой стружки, для удаления которых требуются специальные устройства.
Фрезерование плоскости можно осуществлять торцовыми и цилиндрическими фрезами. Выбираем фрезерование торцовой фрезой как более производительный метод. Также этот метод позволяет обработать деталь за меньшее количество переустановов.
Для обработки СЧ и МС в качестве материала режущей части инструмента применим быстрорежущую сталь марки Р6М5.
Назначаем режущий инструмент:
Фреза торцовая насадная с мелким зубом по ГОСТ 9304-69 (рисунок 2.5). Угол наклона стружечных канавок 25-30º. Размеры фрезы приведены в табл. 2.3.
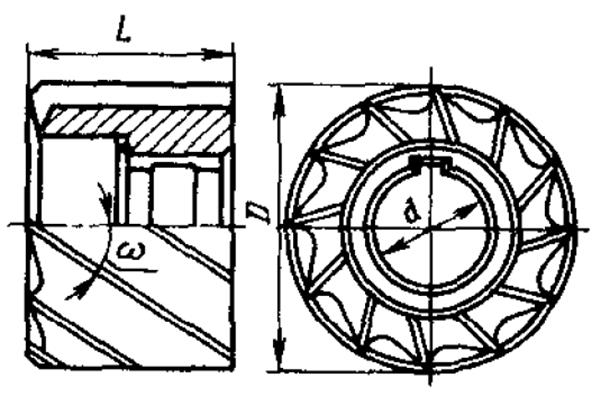
Рисунок 2.5 Фреза торцовая насадная из быстрорежущей стали по ГОСТ 9304-69
Таблица 2.3 - Размеры торцовых насадных фрез из быстрорежущей стали (ГОСТ 9304-69)
|
D(js) |
L |
d(H7) |
Число зубьев для фрез типа |
|
|
1 |
2 |
|||
|
40 |
32 |
16 |
10 |
- |
|
50 |
36 |
22 |
12 |
- |
|
63 |
40 |
27 |
14 |
8 |
|
80 |
45 |
32 |
16 |
10 |
|
100 |
50 |
32 |
18 |
12 |
Построим эскиз взаимного расположения детали и инструмента во время обработки и определим исполнительные движения (рисунок 2.6).
Рисунок 2.6 Эскиз взаимного расположения инструмента и детали при фрезеровании
плоскости торцовой фрезой
Для того чтобы определить, сколько потребуется формообразующих движений, необходимо выявить производящие линии и методы их получения (рисунок 2.7).
Так как фреза – это многолезвийный инструмент, определяем производящие линии, как для детали, так и для инструмента. Для инструмента: образующая – винтовая линия, получается методом копирования, который не требует формообразующих движений; направляющая – окружность, получается методом следа. Для детали: образующая – прямая, полученная методом копирования, направляющая – прямая, получаемая методом касания.
Рисунок 2.7 Производящие линии при фрезеровании плоскости
Таким образом, при фрезеровании плоскости торцовой фрезой будут следующие исполнительные движения:
1. Фv (В1 )
3. Фs (П2)
4. Уст (П4)
5. Всп (П5)
6. Всп (П2)
7. Всп (В3)
8. Всп (П6)
Таблица 2.4 - Настраиваемые параметры исполнительных движений
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.