
ГЛАВА VII.
АВТОМАТИЧЕСКИЕ ЛИНИИ ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ
§ 16. АВТОМАТИЧЕСКАЯ ЛИНИЯ 1Л85 ДЛЯ ОБРАБОТКИ КАРТЕРА КОРОБКИ ПЕРЕДАЧ ГРУЗОВОГО АВТОМОБИЛЯ ЗИЛ-130
" Автоматическая станочная линия 1Л85а, б для механической обработки картера коробки передач грузового автомобиля ЗИЛ-130 спроектирована специальным конструкторским бюро (СКБ-1) и построена московским станкостроительным заводом им. С. Орджоникидзе.
Линия установлена на московском автозаводе им. Лихачева.
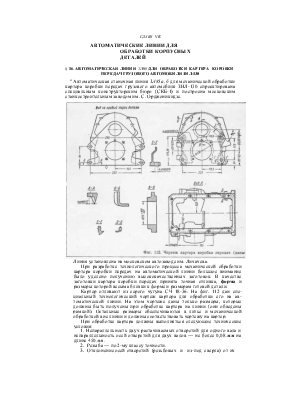
При разработке технологического процесса механической обработки картера коробки передач на автоматической линии большое внимание было уделено получению высококачественных заготовок. В качестве заготовки картера коробки передач принята точная отливка, форма и размеры которой весыма близки к форме и размерам готовой детали.
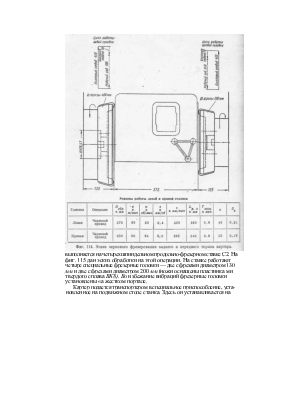
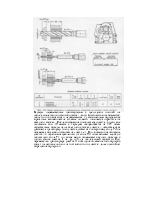
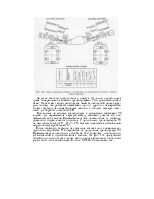
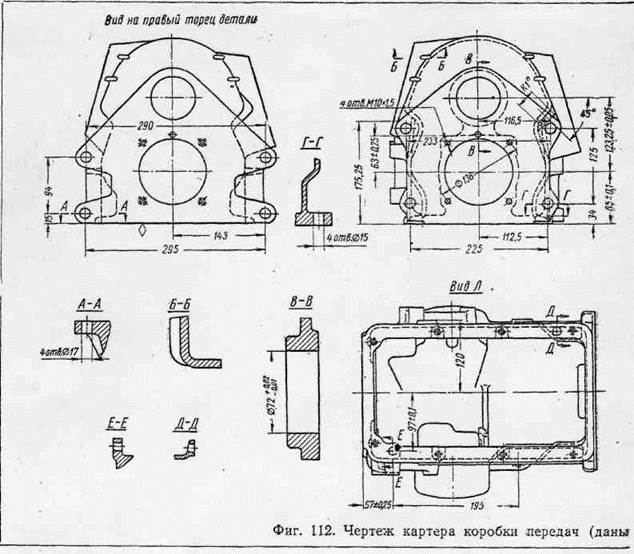
Картер отливают из серого чугуна СЧ 18-36. На фиг. 112 дан специальный технологический чертеж картера для обработки его на автоматической линии. На этом чертеже даны только размеры, которые должны быть получены при обработке картера на линии (они обведены рамкой). Остальные размеры обеспечиваются в литье и механической обработкой вне линии и должны соответствовать чертежу на картер.
При обработке картера должны выполняться следующие технические условия:
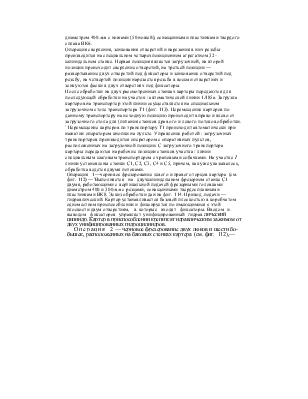
1. Непараллельность двух растачиваемых отверстий для одного вала и непараллелыность осей отверстий для двух валов — не более 0,08 мм на длине 450 мм.
2. Резыба — по 2-му классу точности.
3. Отклонение осей отверстий (резьбовых и из-под сверла) от их
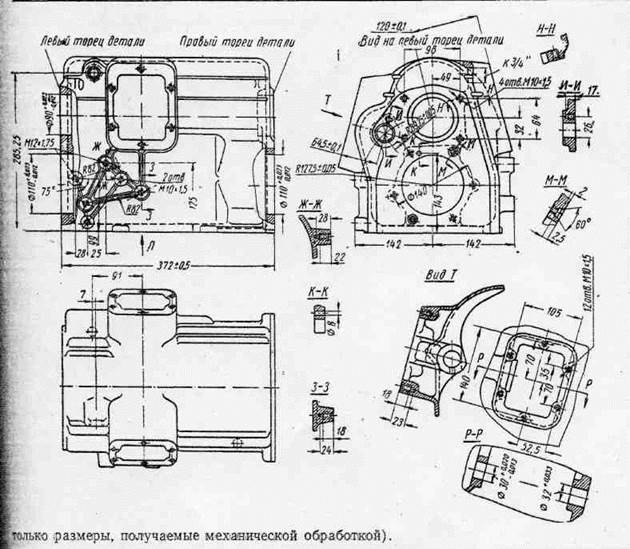
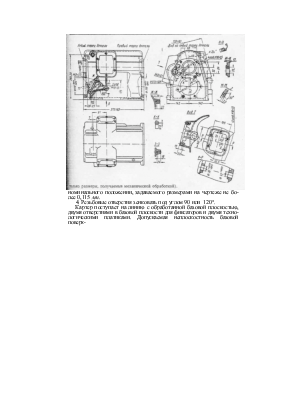
номинального положении, задаваемого размерами на чертеже не более 0,115 мм.
4. Резьбовые отверстия зенковать под углом 90 или 120°.
Картер поступает на линию с обработанной базовой плоскостью, двумя отверстиями в базовой плоскости для фиксаторов и двумя технологическими платиками. Допускаемая неплоскостность базовой поверх-
ноети не более ОД мм. Суммарный припуск па обработку для различных обрабатываемых поверхностей 2,5—3;5 мм на сторону.
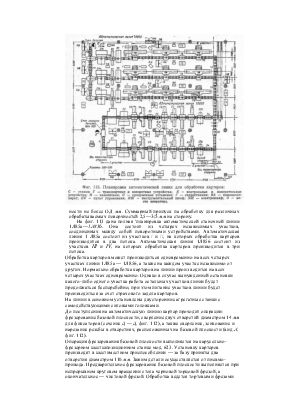
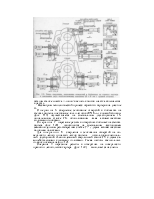
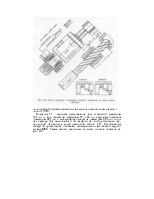
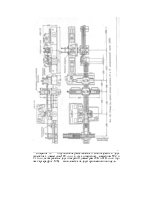
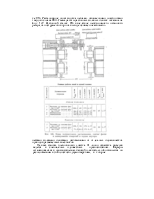
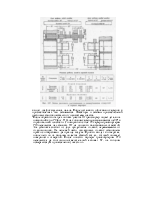
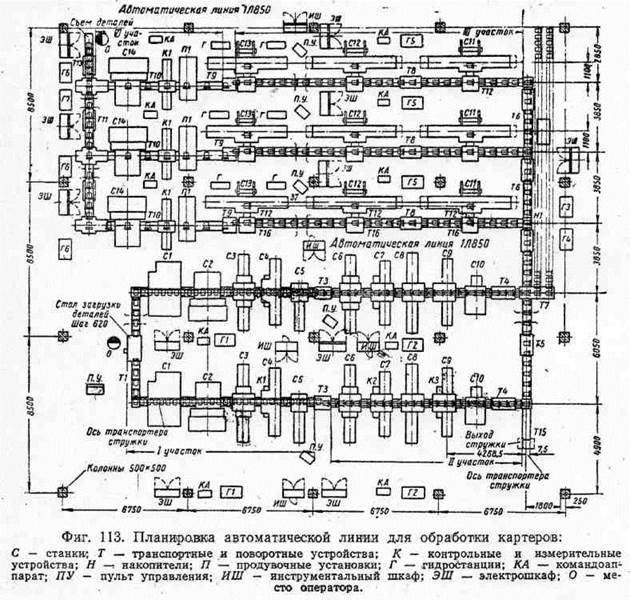
На фиг. 113 дана полная 'планировка автоматической станочной линии 1Л85а—1Л856. Она состоит из четырех независимых участков, соединенных между собой поворотными устройствами. Автоматическая линия 1 Л85а состоит из участков / и //, на которых обработка картеров производится в два потока. Автоматическая линия 1Л856 состоит из участков IIIи IV, на которых обработка картеров производится в три потока.
Обработка картеров может производиться одновременно на всех четырех участках линии 1Л85а — 1Л856, а также на каждом участке независимо от других. Нормально обработка картеров на линии произ водится на всех четырех участках одновременно. Однако в случае вынужденной остановки какого-либо одного участка работа остальных участков линии будет продолжаться бесперебойно; при этом питание участков линии будет производиться за счет страхового задела картеров.
На линии в основном установлены двусторонние агрегатные станки с самодействующими силовыми головками.
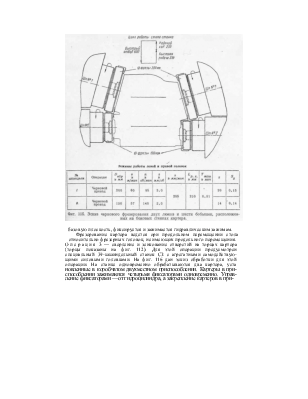
До поступления на автоматическую линию картер проходит операции: фрезерование базовой плоскости; сверление двух отверстий диаметром 14 мм для фиксаторов (сечение Д — Д, фиг. 112), а также сверление, зенкование и нарезание резьбы в отверстиях, расположенных на базовой плоскости (вид Л, фиг. 112).
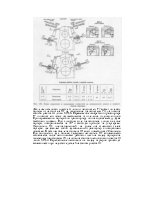
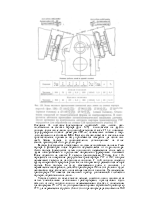
Операция фрезерования базовой плоскости выполняется на карусельно-фрезерном шестшпозиционном станке мод. 623. Установку картеров производят в шестиместном приспособлении — за базу приняты два отверстия диаметром 110 мм. Зажим детали осуществляется от пневмопривода. Предварительное фрезерование базовой плоскости выполняется при непрерывном круговом вращении стола черновой торцовой фрезой, а окончательное — чистовой фрезой. Обработка ведется тортовыми фрезами диаметром 400 мм с ножами (50 ножей), оснащенными пластинками твердого сплава ВК6.
Операция сверления, зенкования отверстий и нарезания в них резьбы производится на специальном четырехпозиционном агрегатном 32-шпиндельном станке. Первая позиция является загрузочной, на второй позиции происходит сверление отверстий, на третьей позиции — развертывание двух отверстий под фиксаторы и зенкование отверстий под резьбу, на четвертой позиции нарезается резьба в восьми отверстиях и зенкуются фаски в двух отверстиях под фиксаторы.
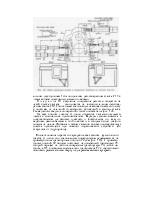
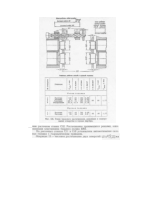
После обработки на двух рассмотренных станках картеры передаются для последующей обработки на участок / автоматической линии 1Л85а. Загрузка картеров на транспортер этой линии осуществляется на специальном загрузочном столе транспортера Т1 (фиг. 113). Перемещение картеров по данному транспортеру на исходную позицию происходит вправо и влево от загрузочного стола для (питания станков драв ого и левого потоков обработки.
' Перемещение картеров по транспортеру Т1 происходит автоматически при нажатии оператором кнопки на пульте. Управление работой : загрузочных транспортеров производится оператором с оперативных пультов, расположенных на загрузочной позиции. С загрузочного транспортера картеры передаются на рабочие позиции станков участка / линии специальным шаговым транспортером с храповыми собачками. На участке Iлинии установлены станки С1, С2, С3, С4 и С5, причем, как уже указывалось, обработка ведется двумя потоками.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.