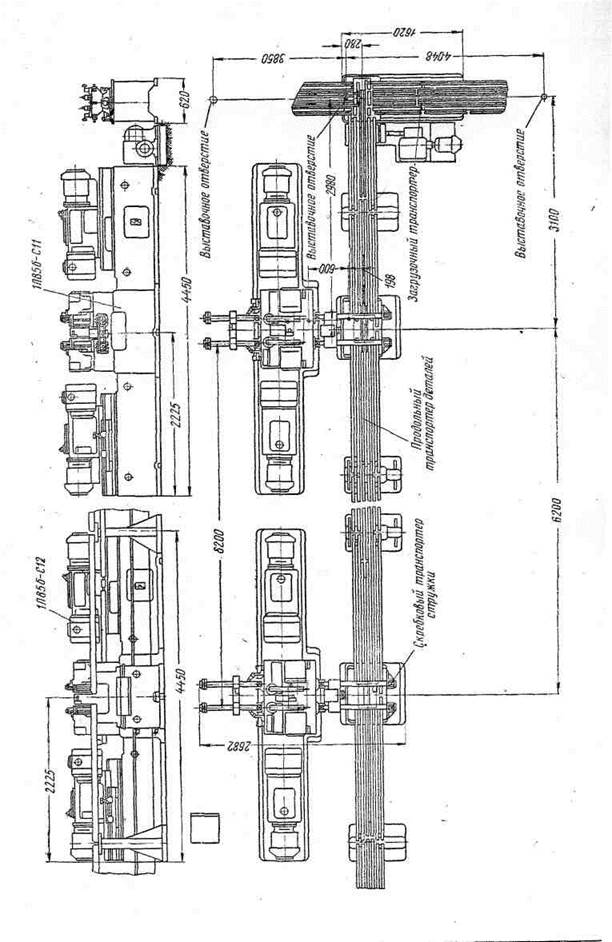
Загрузка станков трехпоточного участка III линии производится тремя поперечными шаговыми транспортерами Тб с храповыми собачками. На каждом таком транспортере имеется небольшой запас картеров, поэтому они работают независимо один от другого и бесперебойно подают картеры на промежуточные позиции, с которых картеры поступают для обработки на станки СИ.
Продольные штанговые транспортеры с храповыми собачками Т8 служат для перемещения картеров между станками участка III; они размещены вне станков. Перемещение штанг производится от унифицированного гидравлического привода. С продольных транспортеров Т8 на расточные станки С11, С12 и С13 картеры передаются специальным загрузочным устройствам Т12.
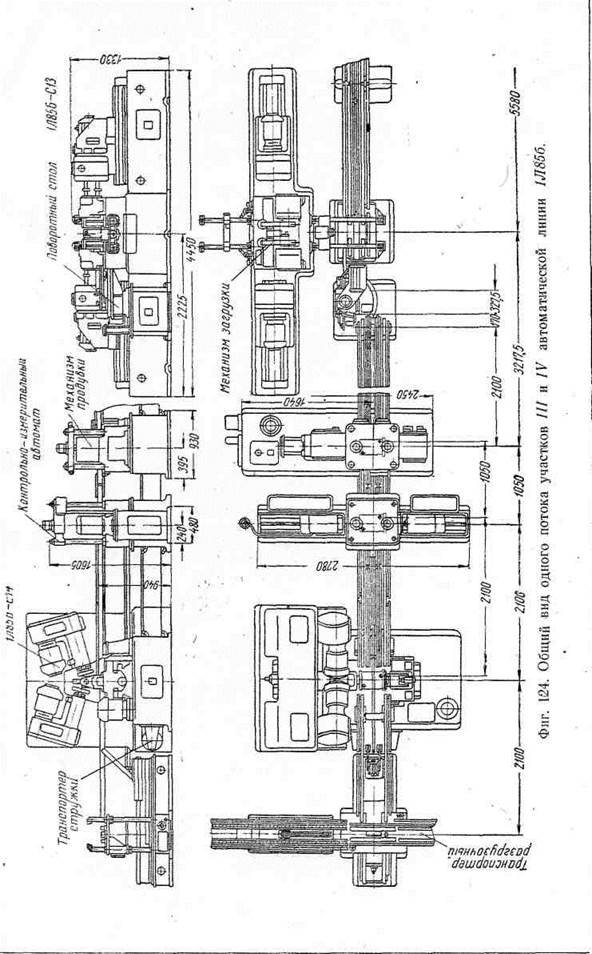
После обработки картеров на указанных станках они с помощью загрузочного устройства Т12 передаются на продольные транспортеры Т8. Перемещением загрузочного устройства 712 управляет гидроцилиндр, установленный в приспособлениях станков. На фиг. 124 представлен общий вид одного потока (так как все три потока абсолютно одинаковы) участков IIIи IVавтоматической линии 1Л856б. Ниже описан тех-
нологический процесс обработки картеров на трехпоточном участке /// линии 1Л856.
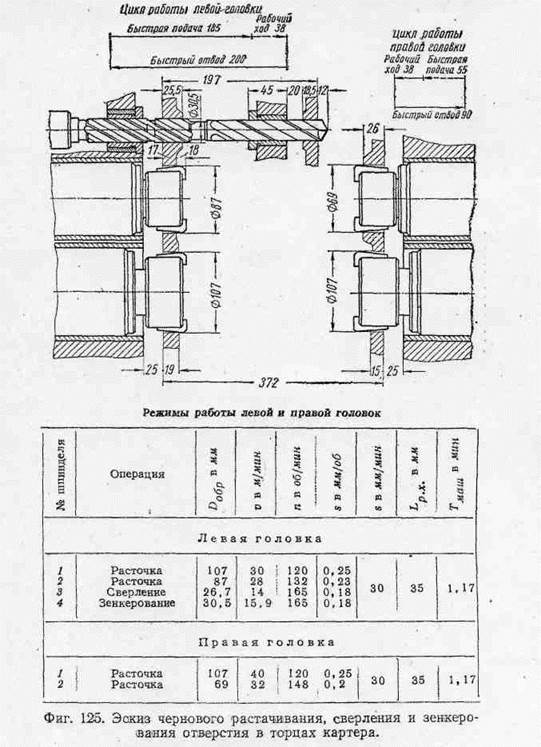
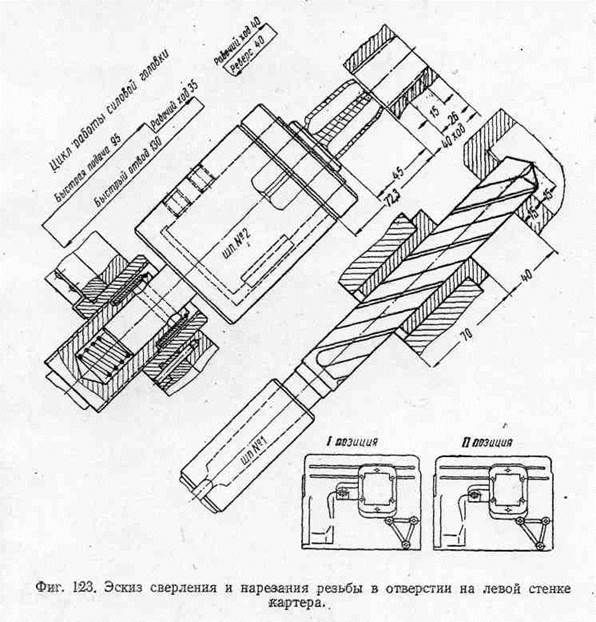
Операция 11 —черновое растачивание двух отверстий диаметром 107 мм и двух отверстий диаметрам 87 и 69 мм, сверление отверстия диаметром 26,7 мм и зенкерование отверстия диаметром 30,5 мм в торцах картера. Для выполнения этой операции на линии установлен двусторонний пятишпиндельный расточной станок С11. Растачивание отверстий производится головками, оснащенными пластинками твердого сплава ВК6. Схема работы расточных силовых головок показана на фаг, 125.
|
|
|
|
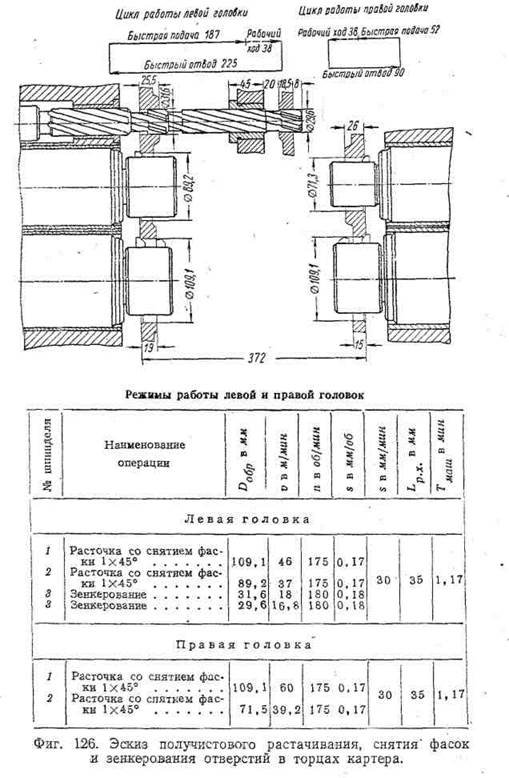
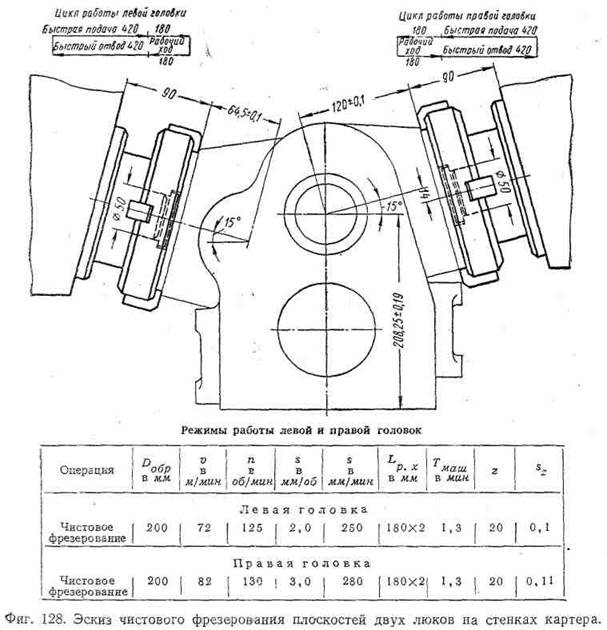
Операция 12 — получистовое растачивание и снятие фасок в двух отверстиях диаметром 109 мм и в двух отверстиях диаметром 89,2 и 7.1,3 мм, зенкерование двух отверстий диаметром 29,6 и 31,6 мм в торцах картера (фиг. 126) —выполняется на двустороннем пятишиндель-
|
|
|
|
|
|
|
|
|
|
|
|
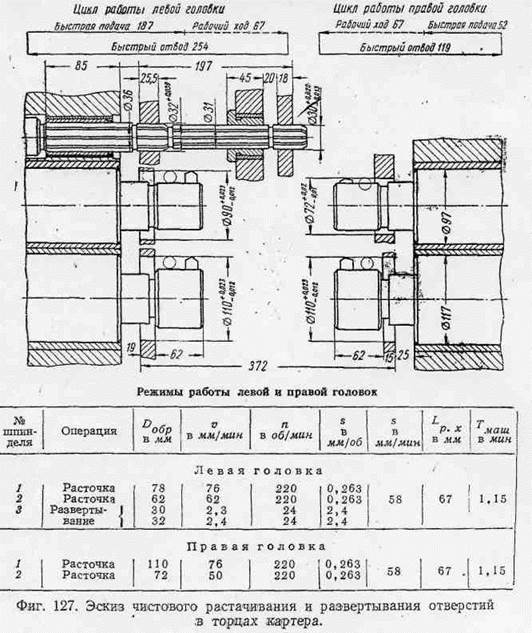
ке 013. Растачивание производится резцами, оснащенными пластинками твердого сплава ВК6. Схема работы расточных силовых головок показана на фиг. 127. Расточной станок 013 вследствие необходимости остановки режущих инструментов при их выходе оснащен неавтомати-
ческами силовыми головками, работающими от отдельных гидравлических приводов, размещенных вне станков.
На всех станках трехпоточного участка IIIлинии обработка картеров ведется в специальных одноместных приспособлениях. Картеры устанавливаются в приспособлениях базовой плоскостью и фиксируются по расположенным в этой плоскости двум отверстиям, в которые
входят два фиксирующих пальца. После (установки и фиксации картеров в приспособлениях они зажимаются. Фиксаторы и зажимы приспособлений расточных станков работают от гидросистемы участка.
После обработки на трех потоках участка IIIтранспортер подает детали на поворотный стол Т9 (фиг. 113), на котором картеры поворачиваются на 90° в горизонтальной плоскости. С поворотного стола Т9 картеры транспортером Т10 передаются на установку Ш для продувки калиброванных отверстий. Эта установка состоит из двух продувочных головок, перемещаемых от гидроцилиндров. На передней части продувочных головок установлены пробки с отверстиями для прохода воздуха. Пробки входят в отверстая, после чего по их каналам подается сжатый воздух, который очищает поверхности отверстий. После очистки картеры транспортером Т10 передаются на контрольно-измерительный автомат К1, на котором измеряются (В одном сечении) шесть от-
|
|

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.