Картеры, перемещенные транспортером с предыдущих позиций на последующие позиции станков участка / линии, фиксируются и зажимаются; после этого включаются и перемещаются к установленным картерам все агрегатные автоматические силовые поломки—начинается обработка на всех пяти станках. . После возвращения транспортера участка / в исходное положение стол ТЗ вместе с картером поворачивается на 90°; затем обработанные картеры на на всех пяти станках участка // освобождаются (разжим), а транспортер этого участка движется к поворотному столу ТЗ, не перемещая картеров по станкам на участ ке //. При движении транспортера участка // в обратном направленнии (от стола ТЗ) он захватывает картер с поворотного стола Т3 и одновре менно перемещает все пять картеров с одного станка участка IIна дру гой для последующей обработки. При перемещении транспортера участка IIв исходное положение пять картеров станут на рабочие позицн: пяти станков этого участка; далее произойдет закрепление картеров н.
каждом станке участка // линии; все пять станков участка включаются в работу.
Рассмотрим технологический процесс обработки картеров на участие II.
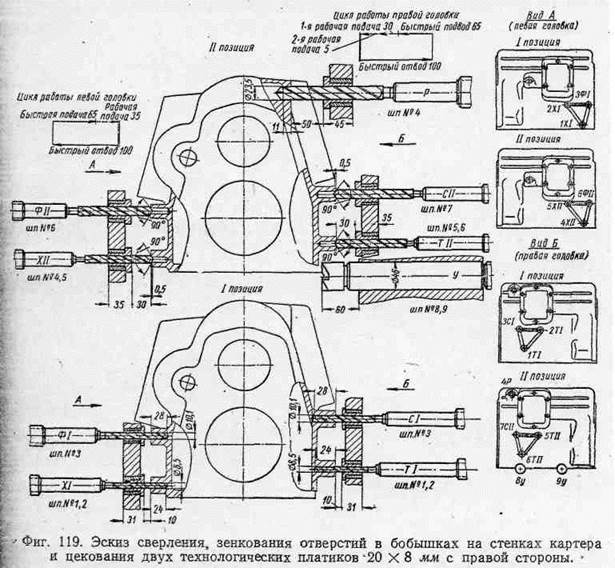
Операция 6—сверление, зенкование отверстий в бобышках на стенках картера и цекование двух платиков 20 X 8 мм с правой стороны (фиг. 119)—осуществляется на специальном двухстороннем 15-шпияделыном станке С6, оборудованном двумя автоматическими силовыми головками.
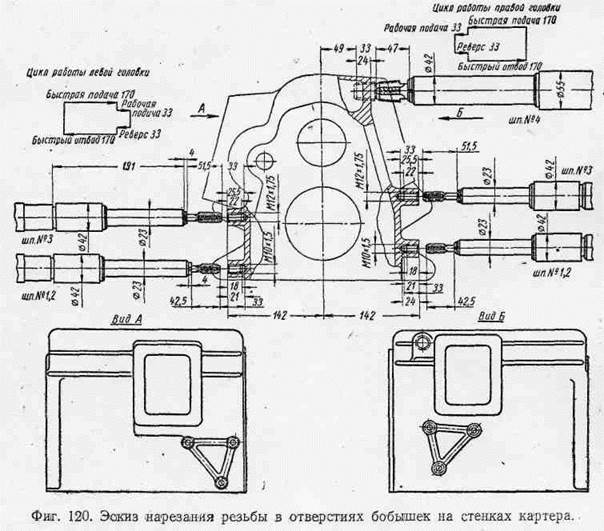
Операция 7—нарезание резьбы в отверстиях бобышек на стенках картера (фиг. 120) —производится на специальном двустороннем семишпиндельном резьбонарезном стайке С7 с двумя автоматическими каловыми галовками.
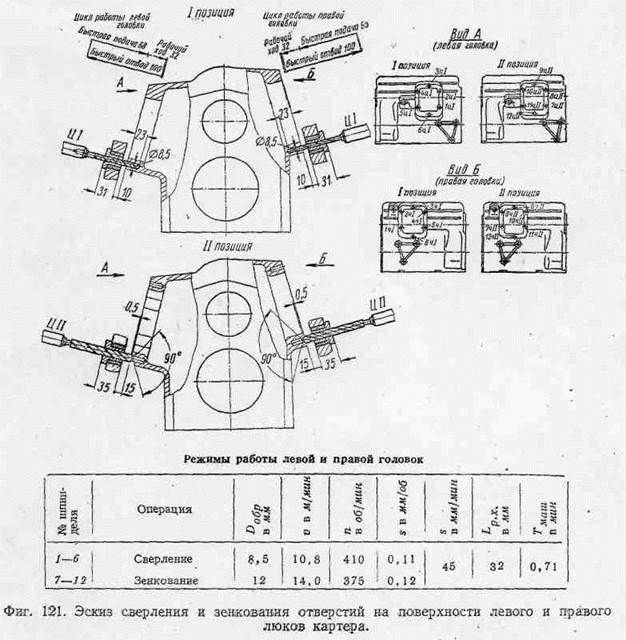
Для операции 8 —сверления и зенкования отверстий на поверхности левого и правого люков картера — использован специалъ-ный двусторонний 24-шпиндешыный сверлильный станок С8 с двумя самодействующими силовыми головками. Схема работы сверлильных головок показана на фиг. 121.
Операция 9—нарезание резыбы в отверстиях на поверхности правого и левого люков картера (фиг. 122) — выполняется на специ-
альном двустороннем 12-шпиндельном резьбонарезном станке С19 с двумя автоматическими силовыми головками.
О п е р а ц и я 10—сверление и нарезание резьбы в отверстии на левой стенке картера — выполняется на двухщпиндельном резьбонарезном станке С10. Станок имеет специальную неавтоматическую головку с приводом от отдельной гидростанции, встроенной в станину станка. Схема работы сверлильно-нарезной головки показана на фиг. 123.
На всех станках участка IIлинии обработка картеров осуществляется в специальных приспособлениях. Картеры устанавливаются в приспособлениях на базовую плоскость и фиксируются по двум отверстиям, рааположенным в этой плоскости, в которые входят два фик-оирующих пальца. Фиксация и зажим картеров во всех приспособлени-ях участка производятся при помощи гидравлических устройств, действующих от гидропривода.
После окончания обработки картеров на всех станках двухпоточного участка IIлинии они специальным транспортером перемещаются на промежуточные транспортные позиции Т4 (см. фиг. 11З). С промежуточных позиций Т4 картеры поступают на поперечный транспортер Т5, который передает их либо на поперечные транспортеры Т6, либо в накопитель Н1 с помощью специального транспортера Т7 с поворотными штангами, размещенными вверху над перемещаемыми картерами.
(В случае остановки участка IIлинии транспортер Т7 может подавать картеры из накопителя Н1 на поперечные транспортеры Т6 для питания станков участка IIIлинии 1Л856. Перемещение поперечного транспортера Т7 и поворот его штанг осуществляются от отдельных гидроцилиндров. При перемещении картеров по транспортеру они находятся между двумя жесткими упорами. При холостом ходе транспортера упоры ведущие картеры, поворачиваются на 70° и свободно проходят над картерами. Накопитель Н1, предназначенный для хране ния страхового задела картеров, представляет собой двухканальный транспортер с поворотными штангами. В каждом канале накопителя Н1 могут поместиться 20 картеров. При заполнении двух каналов картерами накопитель Н1 автоматически выключается, после чего он может работать только на выдачу картеров на поперечные транспортеры Т6 для питания станков трехпоточнного участка IIIлинии 1Л85б. Переключение накопителя на выдачу картеров происходит автоматически при недостатке деталей на станках участка III.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.