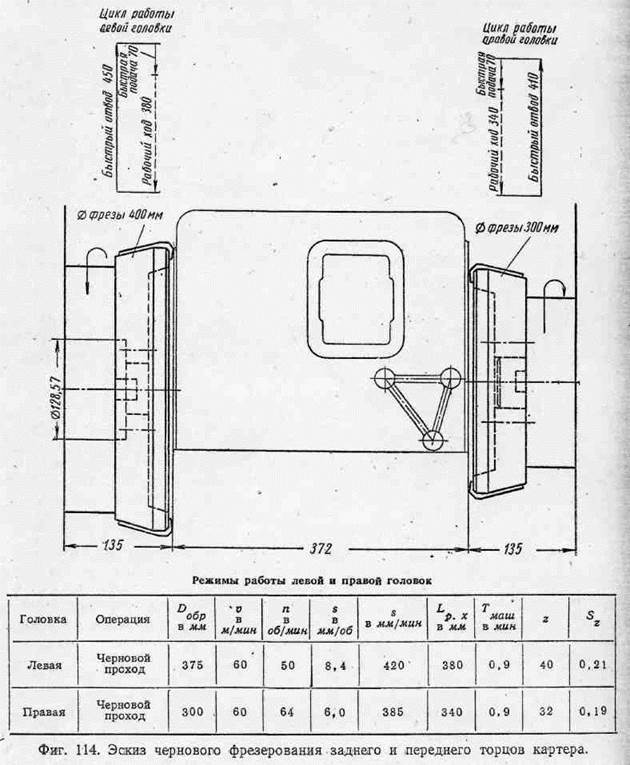
Операция 1—черновое фрезерование левого и правого торцов картера (см. фиг. 112) —'Выполняется на двухшпинделыном фрезерном станке С1 двумя, работающими с вертикальной подачей фрезерными головками диаметром 400 и 300 мм с резцами, оснащенными твердосплавными пластинками ВК8. Эскиз обработки дан на фиг. 114. Привод .подачи — гидравлический. Картер устанавливается базовой плоскостью в коробчатом одноместном приспособлении и фиксируется по имеющимися в этой плоскости двум отверстиям, в которые входят фиксаторы. Вводом и выводом фиксаторов управляет унифицированный гидрав лический цилиндр. Картер в приспособлении крепится гидравлическим зажимом от двух унифицированных гидроцилиндров.
Операция 2 — черновое фрезерование двух люков и шести бобышек, расположенных на баковых стенках картера (см. фиг. 112),—
выполняется на четырехшпиндельном продольно-фрезерном ставке С2. На фиг. 115 дан эскиз обработки на этой операции. На ставке работают четыре специальные фрезерные головки — две с фрезами диаметром 130 мм и две с фрезами диаметром 200 мм (ножи оснащены пластинка ми твердого сплава ВК8). Во избежание вибраций фрезерные головки установлены «а жестком портале.
Картер подается транспортером в специальное приспособление, установленное на подвижном столе станка. Здесь он устанавливается на
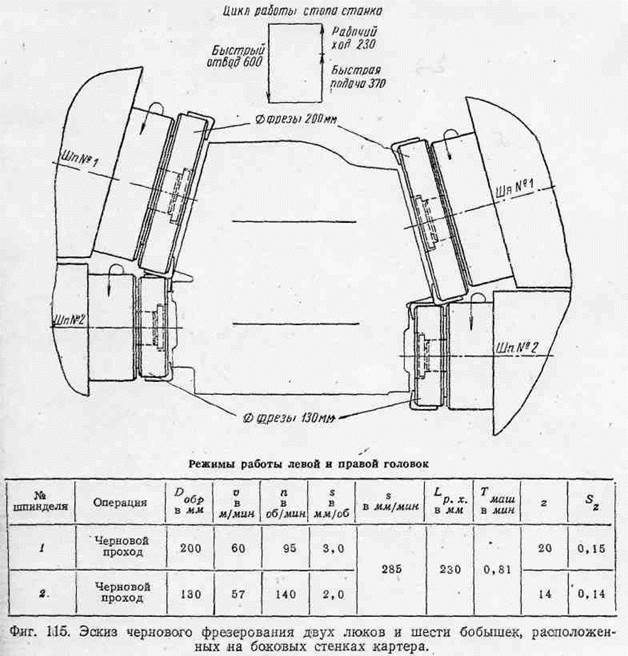
базовую плоскость, фиксируется и зажимается гидравлическим зажимам.
Фрезерование картера ведется ори продольном перемещении стола относительно фрезерных головок, не имеющих продольного перемещения.
Операция 3 — сверление и зенкование отверстий на торцах картера (торцы показаны на фиг. 112). Для этой операции предусмотрен специальный 39-шшиндельный станок СЗ с агрегатными самодействующими силовыми головками. На фиг. 116 дан эскиз обработки для этой операции. На станке одновременно обрабатываются два картера, уста новленные в коробчатом двухместном приспособлении. Картеры в приспособлении зажимаются четырьмя фиксаторами одновременно. Управление фиксаторами —от гидроцилиндра, а закрепление картеров в при-
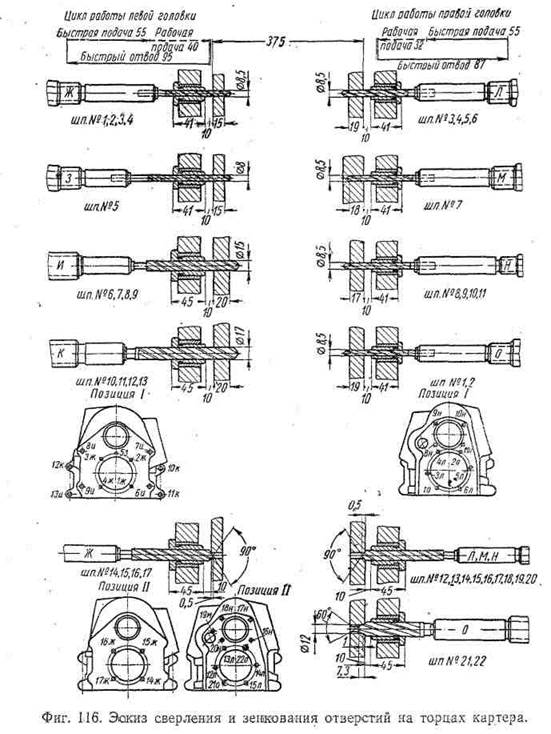
способлении—гидравлическими зажимами от унифицированных гидро-цилиндров.
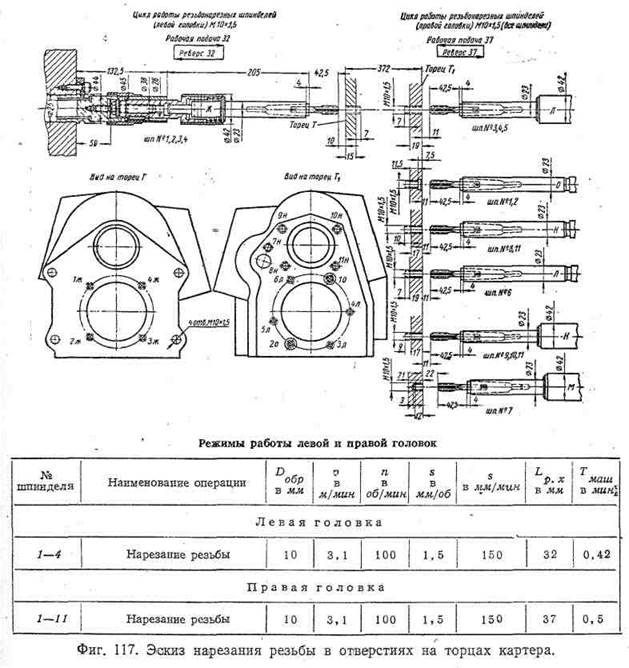
О п е рация 4—нарезание резьбы в отверстиях на торцах картера (отверстия помазаны на фиг. 112) —'выполняется на 15-шиндельном станке 04. Эскиз операции 4 дан на фиг. 147. Станок имеет специальные резьбонарезные головки, смонтированные на подвижных столах. Эти головки подводятся к картеру и отводятся с помощью гидравлического привода. При движении головок к картеру контролируется наличие и глубина отверстий под резьбу. Для контроля применяются специальные приборы со щупами, установленными на баковой стороне резьбонарезных головок. Подача метчиков осуществляется с помощью копирных гаек. .
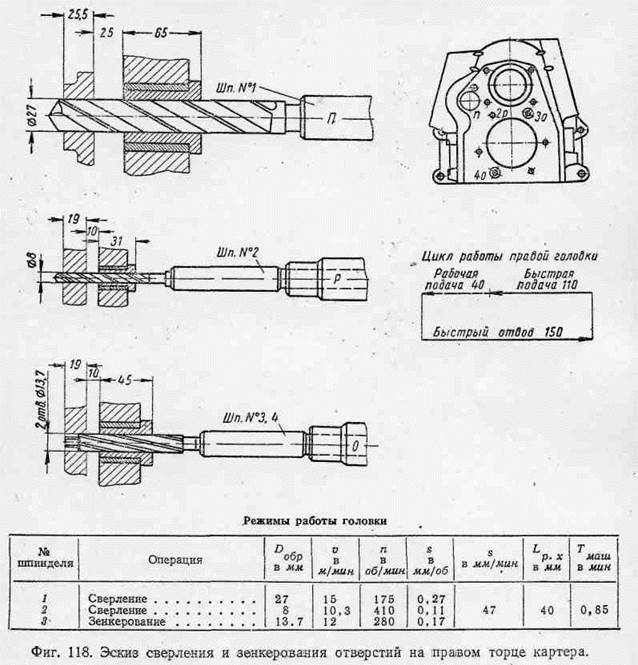
Для операции 5 — сверление и зенкование отверстий на правом торце картера (см. фиг. 112) —применен специальный односторон-
ний четырехшпиндельный станок С5 с одной автоматической силовой головкой. Картеры устанавливаются в одноместном приспособлении с фиксацией двумя фиксаторами, действующими от гидропривода, и закреплением в приспособлении с помощью гидравлического зажима от унифицированного гидропривода.
Рабочий цикл (фиг. 118) участков Iи IIлинии 1Л85я совершается следующим образом: после того как картер прошел обработку на каж дом из пяти станков (участка /), он освобождается (разжим). Каждый освобожденный картер транспортером участка / передвигается на последующую позицию данного участка, а картер с 'пятого станка С5 перемещается на поворотный стол ТЗ; одновременно транспортер участка / подает на первый станок С1 новую заготовку картера.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.