2. Укажите свой пароль.
3. В открывшемся окне Текущая технология, в рабочем поле, в списке деталей, должна находиться деталь “Втулка” “СпбГПУ.000.003.003”. ТП для обработки этой детали был организован ранее ( лаб. раб. №11).
4. Выбираем деталь. В схеме навигации переходим в пункт Операции.
Зарезервируем количество операций – 6 (в соответствии упрощенным планом технологического маршрута обработки детали, представленным в таблице 5). Вставка строк таблицы, производится клавишей <Insert>.
5. В первую строку введем информацию о технологической операции 05 (см. таблицу 5) в режиме редактирования записи, <F4>.
6. В окне редактирования записи заполним следующие поля:
§ Номер операции – 05,
§ Операция - вызываем справочник, и выбираем пункт “Отрезная”; двойной щелчок мыши осуществит выбор и переход на следующий уровень;
ü Операция -“Токарно-отрезная“, двойной щелчок;
ü Модель станка – “1Б265-0”, двойной щелчок,
ü Профессия - “Токарь”, после подтверждения выбора, окно справочника будет закрыто.
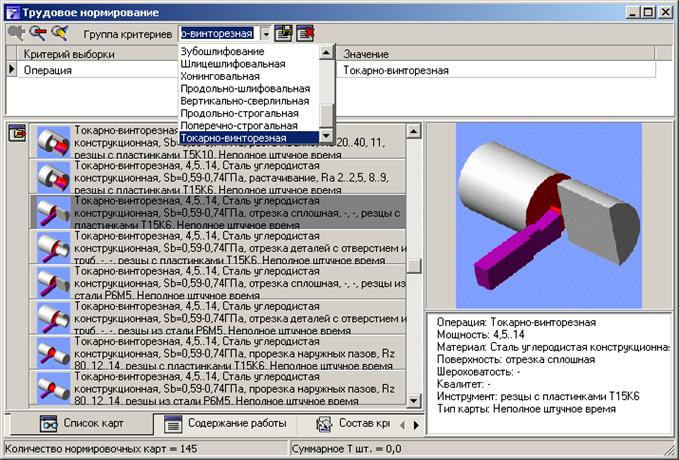
Рис. 43 Окно программы Трудовое нормирование
§ Введем в поле Содержание операции текст: “Резка сортамента на заготовки”;
§ поля Модель станка, Код операции и Код профессии заполняются автоматически;
§ Номер цеха - “Токарный”, двойной щелчок;
§ Номер участка - “1”, двойной щелчок;
§ Файл эскиза: двойной щелчок, в окне выбрать пункт Подключить файл <ОК>, указать путь к файлу.
§ Т шт. – (Штучное время) - вызываем
справочник. Расчет времени производится при двойном нажатии на пиктограмму ![]() (справочник). Запускается
программа Трудовое нормирование (рис.43):
(справочник). Запускается
программа Трудовое нормирование (рис.43):
ü Выбираем в Группе критериев: «Токарно-винторезная»;
ü В раскрывшемся списке карт выбираем:
Операция: Токарно-винторезная
Мощность: 4, 5..14
Материал: Сталь углеродистая конструкционная, Sb=0,59-0,74 ГПа, Поверхность: отрезка сплошная
Шероховатость: - ; Квалитет: - ;
Инструмент: резцы с пластинами Т15К6
Тип карты: Неполное штучное время.
Двойной щелчок мыши осуществит выбор и откроет окно Нормативы времени:
ü Неполное штучное время выбираем D пов. до мм - До 80, Двойной щелчок, <Далее>;
ü Поправочные коэффициенты – Предел прочности стали - 1 (Сталь 0.59<Sb<0.74 ГПа), <Далее>;
ü Дополнительные параметры “Количество - 1”,<Далее>;
ü В поле Расчет по формуле будут приведены результаты расчета,<ОК>. Закрыть окно, сохранить результаты расчета.
Следует учесть, что неполное штучное время на станочную операцию находится как сумма времен выполнения переходов этой операции. Так, например операция 10, состоит из двух основных переходов, поэтому программа Трудовое нормирование запускается дважды. Данные вводятся по основному переходу и по параметрам обрабатываемой поверхности.
7. Для текущей операции зададим переходы. В схеме навигации переходим в пункт Переходы. Первоначально необходимо зарезервировать количество переходов (4 перехода) клавишей <Insert>.
8. В первую строку введем информацию о первом переходе (см. таблицу 6) в режиме редактирования записи.
9. После нажатия клавиши <F4>, в открывшемся окне редактирования записи заполним следующие поля:
Первый переход:
§ ТипП - вызываем справочник, и выбираем пункт “Основной переход”, двойной щелчок мыши осуществит выбор и переход на следующий уровень;
ü Переход - “Отрезать”, двойной щелчок;
ü Поверхность - “Заготовку”, двойной щелчок;
ü Доп.переход - “Напроход”; Код П=3. Выход.
Второй переход:
§ ТипП - вызываем справочник, и выбираем пункт “Измерительный инструмент”;
ü Тип инструмента - “Штангенинструмент”, двойной щелчок;
ü Наименование изм. инстр. - “Штангенциркуль Тип=III”, двойной щелчок;
ü Обозначение - “ШЦ- III -125-0.05”, Выход.
Третий переход:
§ ТипП - вызываем справочник, и выбираем пункт “Режущий инструмент”;
ü Тип инструмента - “Резец”, двойной щелчок;
ü Наименование типа РИ - “Резец отрезной”, двойной щелчок;
ü Наименование реж. инструм. - “Резец отрезной с пласт. из твердого сплава”;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.