После
того как введены сведения об операциях, можно вводить данные о переходах,
активизируя для каждой операции уровень Переходы. Система будет
загружать в рабочее поле таблицу Переходы. Каждая строка объекта Операции
будет иметь подчиненный список записей в таблице Переходы. Первоначально необходимо зарезервировать
нужное количество пустых записей клавишей <Insert> или нажимая на
пиктограмму Вставка пустой записи ![]() . Информация о каждом технологическом переходе
заносится в режиме редактирования записи.
. Информация о каждом технологическом переходе
заносится в режиме редактирования записи.
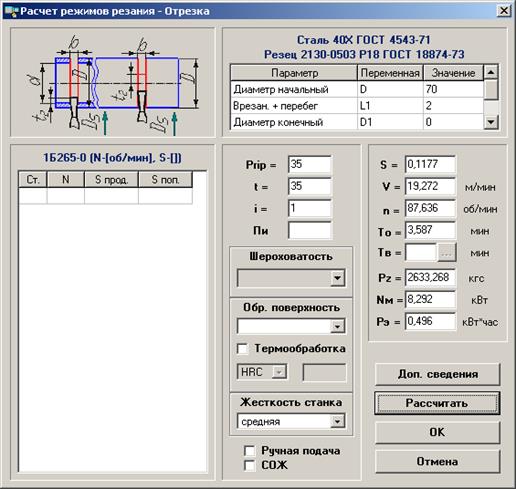
Рис.40 Окно программы расчета режимов резанья
В диалоговом окне заполняются следующие поля записи:
§ основное поле ТипП - тип перехода выбирается из справочника (от его выбора зависят остальные параметры);
§ Переход - наименование перехода. Ввод информации в поля таблицы может производиться с помощью справочных баз данных.
Механизм расчета для перехода Режим резания позволяет по указанным параметрам автоматически получить скорректированные по паспорту станка обороты шпинделя и подачу, скорость и мощность резания, машинное время, энергозатраты. При этом учитывается тип и геометрия обрабатываемого конструктивного элемента, материал и качество поверхности заготовки, параметры станка и режущего инструмента. Диалог расчета представлен на рисунке 40.
Трудовое нормирование технологических операций
Программа Трудовое нормирование производит расчет на основании выборки по технически обоснованным параметрам проводимых станочных работ: вид обработки, материал детали и т.п. Выбор нужного элемента подтверждается двойным нажатием левой клавиши мыши, при этом открывается окно Нормативы времени (рис. 41).
Дальнейший выбор параметров подтверждается нажатием кнопки <Далее>:
§ Неполное штучное время - выбираются геометрические параметры обработки (диаметр обрабатываемой поверхности, длину обрабатываемой поверхности);
§ Поправочные коэффициенты - выбираются коэффициенты соответствующие материалу детали;
§ Дополнительные параметры - выбираются и указываются значения дополнительных параметров зависящих от выбора текущей операции (например “Количество” - количество обрабатываемых деталей);
§ Расчет по формуле - приводится формула, используемая для расчета, ее параметры и результат расчета. Окончание расчета подтверждается нажатием кнопки <ОК>. Результаты переносятся в запись об операции.
Неполное штучное время на станочную операцию находится как сумма времен выполнения переходов этой операции.
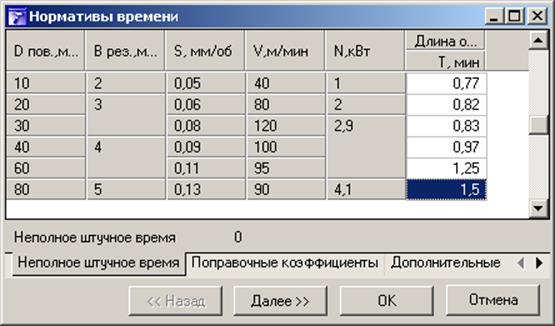
Рис. 41 Окно программы расчета нормативов времени
Программа Формирование
комплекта технологических карт вызывается двойным щелчком мыши на пиктограмме ![]() с изображением карт, расположенной в зоне Процедуры. При запуске программы
стартует Мастер формирования технологической документации (рис.42).
с изображением карт, расположенной в зоне Процедуры. При запуске программы
стартует Мастер формирования технологической документации (рис.42).
Комплект карт выбирается указанием документов из списка или указанием типа комплекта.
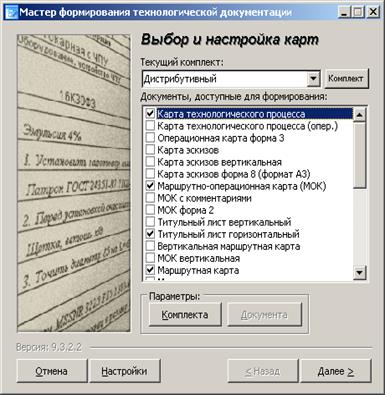
Рис. 42Окно мастера формирования технологической документации
В результате работы программы будет сформирован комплект карт, размещенных на отдельных листах в книге MS Excel в файле в под заданным именем *.xls.
Для дальнейшего использования рекомендуется сохранять комплект технологической документации в папке пользователя.
4. Порядок выполнения работы
1. Изучить теоретические сведения по лабораторной работе.
2. Произвести следующие этапы разработки ТП:
· разработка технологических операций с эскизами обработки детали “Втулка” на примере разработанного в упрощенном виде ТП в соответствии со своим вариантом задания;
· нормирование для каждой операции;
· разработка переходов для каждой операции;
· создание комплекта технологической документации.
3. Сохранить комплект технологической документации в папке пользователя.
5. Пример выполнения задания
В соответствии с заданием, необходимо спроектировать технологический процесс для детали “Втулка”.
1. Загрузите систему Автопроект-Технологии щелчком по одноименной пиктограмме в программной группе АСКОН, КОМПАС-АВТОПРОЕКТ9.4
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.