Вопрос № 27. Сущность и основные разновидности систем
оперативно-календарного планирования производства
Под системой оперативно-календарного планирования(ОКП) производства понимается методика разработки планово-производственных заданий подразделениям предприятия, отличающаяся:
1. типом используемых планово-учетных единиц;
2. составом и приоритетностью применяемых календарно-плановых нормативов;
3. порядком оформления планово-учетной документации.
Выбор конкретного типа системы оперативно-календарного планирования производства определяется такими основными факторами, как:
1. сложившийся на предприятии тип производства;
2. характер специализации производственных подразделений предприятия;
3. конструктивные и технологические особенности изготавливаемой продукции;
4. степень унификации применяемых в производстве деталей и сборочных единиц.
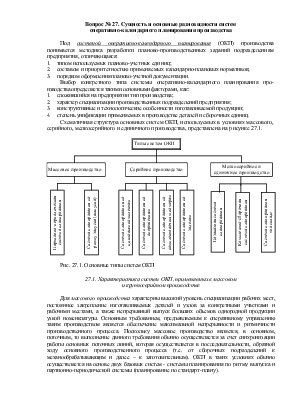
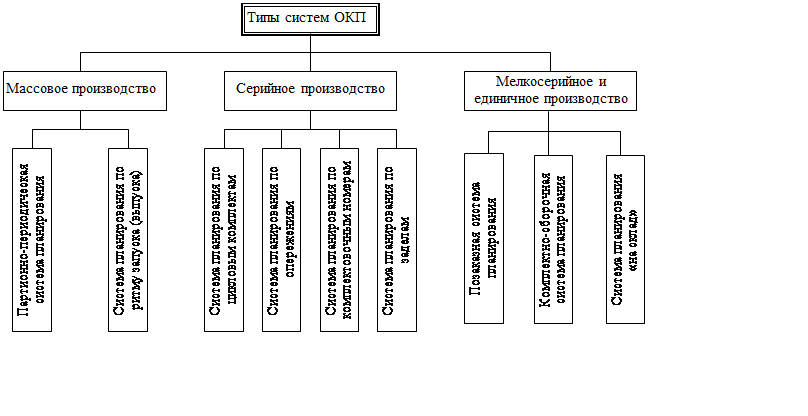
Схематичная структура основных систем ОКП, используемых в условиях массового, серийного, мелкосерийного и единичного производства, представлена на рисунке 27.1.
 |
27.1. Характеристика систем ОКП, применяемых в массовом
и крупносерийном производстве
Для массового производства характерны высокий уровень специализации рабочих мест, постоянное закрепление изготавливаемых деталей и узлов за конкретными участками и рабочими местами, а также непрерывный выпуск больших объемов однородной продукции узкой номенклатуры. Основным требованием, предъявляемым к оперативному управлению таким производством является обеспечение максимальной непрерывности и ритмичности производственного процесса. Поскольку массовое производство является, в основном, поточным, то выполнение данного требования обычно осуществляется за счет синхронизации работы основных поточных линий, которая осуществляется в последовательности, обратной ходу основного производственного процесса (т.е. от сборочных подразделений к механообрабатывающим и далее – к заготовительным). ОКП в таких условиях обычно осуществляется на основе двух базовых систем - системы планирования по ритму выпуска и партионно-периодической системы (планирование по стандарт-плану).
В системе планирования по ритму выпуска планово-учетными единицами для сборочных цехов являются готовые изделия и их узлы, а для заготовительных и механообрабатывающих цехов – отдельные детали. Базовым календарно-плановым нормативом данной системы планирования является ритм выпуска готовых изделий, в соответствии с которым устанавливается ритмичность работы всех звеньев производства. Такой ритм устанавливается на основе утвержденных объемных планов выпуска продукции по кварталам и месяцам года, а также исходя из располагаемого фонда времени работы поточных линий заключительного (сборочного) подразделения предприятия. После установления ритма выпуска готовых изделий в обратной последовательности устанавливается ритмичность выпуска промежуточными звеньями производства необходимых узлов и деталей, причем поскольку базой расчетов для всех подразделений является единый ритм, то при данной системе планирования осуществляется выравнивание производительности смежных звеньев производства. Помимо ритмов работы цехов и участков в данной системе планирования также нормируются величины внутрилинейных, межлинейных и межцеховых заделов незавершенного производства, необходимых для обеспечения бесперебойности производственного процесса. По результатам расчетов для каждого цеха и участка составляются индивидуальные задания по выпуску соответствующих деталей узлов и изделий на период от квартала до одной рабочей смены.
Партионно-периодическая системаОКП обычно применяется в условиях крупносерийного производства, когда происходит стабильно повторяющееся изготовление крупных партий нескольких видов продукции и производственные линии работают в переменно-поточном режиме. В данной системе в качестве планово-учетной единицы выступает партия (серия) одноименных деталей или узлов, а ключевым календарно-плановым нормативом является ритм (периодичность) изготовления партий различных наименований. На основе установления такой периодичности, а также по результатам расчетов других КПН (размеров партий, длительности производственных циклов их изготовления и нормативов производственных заделов) для каждого из цехов и участков предприятия в обратной последовательности строятся т.н. стандарт-планы, т.е. детализированные графики выпуска деталей и узлов, определяющие загрузку отдельных рабочих мест и учитывающие время на переналадку оборудования при переходе с одной партии на другую. С учетом регулярного режима выпуска конечных изделий такие графики превращаются в стандартное календарное расписание работы каждого из цехов и участков.
27.2. Характеристика систем ОКП, применяемых в среднесерийном производстве
В серийном производстве номенклатура изготавливаемых изделий достаточно стабильна и регулярно повторяется в программе выпуска, число выполняемых в цехах деталеопераций значительно превосходит количество рабочих мест, что предопределяет необходимость изготовления изделий на рабочих местах партиями в порядке чередования с партиями других изделий. Основной задачей ОКП в таких условиях является установление и обеспечение периодичности изготовления изделий разных типов в соответствии с утвержденной годовой производственной программой. В связи с этим, ведущее место в оперативном планировании серийного производства принадлежит расчету таких КПН, как размеры партий изделий, узлов и деталей, а также периодичность запуска этих партий в обработку. ОКП серийного производства обычно осуществляется на основе четырех систем планирования:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.