Определить мощность электродвигателя.
Принять к.п.д.
клиноременной передачи ![]() =0,94...0,96;
=0,94...0,96; ![]() =0,99. Зависимость
=0,99. Зависимость
коэффициента
![]() от окружной скорости на
кромке ножа:
от окружной скорости на
кромке ножа:
Таблица 5.2
|
|
|
|
15,0 |
2 |
|
12,5 |
1,7 |
|
10,0 |
1,3 |
|
7,5 |
1,1 |
|
5 |
1,0 |
Лабораторная работа № 6
Тема: Волчок
Цель работы: изучение конструкции и принципа действия волчка, определение его параметров и технических возможностей.
Описание установки
Волчки служат для предварительного измельчения размороженного обесшкуренного филе и для повторного измельчения фарша.
Волчок марки ФВС - 150 (рис.1) состоит из цилиндра 1, литой станины 2, загрузочной воронки 3, шнека 4, режущего механизма 5 и электродвигателя 6. Электродвигатель, расположенный внутри станины, приводит в движение шнек через клиноременную передачу и пару цилиндрических шестерен. Приводной вал 7 соединяется с валом шнека при помощи шипа 8.
Чтобы создать безопасные условия работы, загрузочную воронку снабжают щитком 9. Шнек имеет переменный шаг, благодаря чему увеличивается давление на продукт при подаче его к режущему механизму. Заканчивается шнек четырехгранным выступом, на котором насажены ножи.
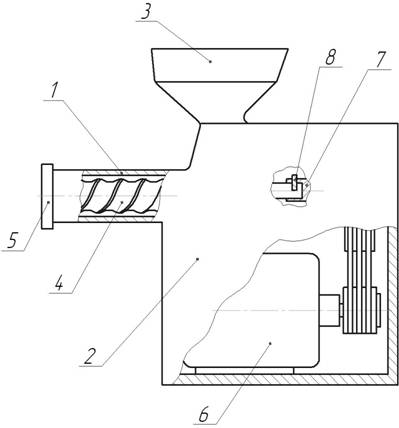
Рис.6.1 Волчок
1 - цилиндр; 2 - станина; 3 - загрузочная воронка; 4 - шнек; 5 - режущий механизм; 6 - электродвигатель; 7 - приводной вал; 8 - шип
|
|
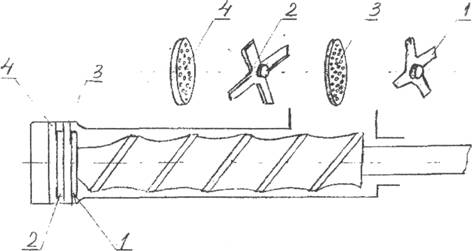
Рис. 6.2 Режущий механизм
1,2- крестовидные ножи, 3, 4 - решетки.
Режущий механизм (рис.2) состоит из двух крестовидных ножей 1, 2 и двух решеток 3, 4. Нож 1 предназначен для срезки продукта перед первой решеткой 3 и поэтому выполнен односторонним. Нож 2 двусторонний, так как срезает продукт после первой решетки 3 и перед второй решеткой 4. Решетка 3 имеет отверстия диаметром 16...18 мм и предназначена для предварительного измельчения. Решетка 4 имеет отверстия диаметром 2...3 мм и служит для окончательного измельчения продукта. Волчок имеет сменные решетки.
Для предварительного измельчения продукта устанавливают только одну решетку с крупными отверстиями, а при окончательном измельчении кроме того ставят решетку с мелкими отверстиями. Решетки представляют собой диски толщиной 10... 12 мм укрепленные при помощи шпонки в корпусе цилиндра.
Упорное кольцо и прижимающая гайка-маховик фиксирует положение решеток, не допуская их продольного перемещения от давления продукта, создаваемого шнеком. Во избежание зажатия ножей не следует слишком туго затягивать режущий механизм гайкой-маховиком.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.