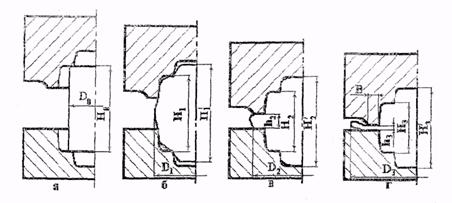
а) початкове становище перед штампуванням;
б) фаза 1 (вільне осаджування);
в) фаза 2 (початок утворення завусенця);
г) фаза 3 (кінець процесу штампування).
ВИЗНАЧЕННЯ КОЕФІЦІЄНТА ДЕФОРМАЦІЙНОГО
ТЕРТЯ МЕТОДОМ ОСАДЖУВАННЯ КІЛЬЦЯ
Мета роботи: 1. Закріплення знань закономірностей деформа-
ційного тертя, експериментального метода ви-
значення коефіцієнта тертя.
2. Набування навички роботи по нанесенню мас-
тила на штамп та вимірювання геометричних
розмірів зразка.
Теоретичний вступ:
У процесах ковальсько-штампувального виробництва важливу роль відіграють сили контактного тертя. Від їх величини та розподілу по контактній поверхні залежать напружений та деформований стан металу, формозміни та потрібне для деформації зусилля.
Знання закономірностей процесів тертя необхідно для розрахунку напруг та деформацій, а також для рішення багатьох технологічних задач.
Для розрахунків сил тертя необхідно користуватися експериментальними експериментами.
Кожен метод визначення коефіцієнтів базується на відповідній теорії, яких багато. Однак теорії тертя можливо розбити на декілька основних груп:
1. Геометрична теорія Амонтона-Кулона:
τ=μ·σn ,
де μ- коефіцієнт тертя;
σn- нормальна напруга.
За цією теорією, тертя зв'язується з рухом одного з абсолютно жорстких тіл по мікронерівностям іншого.
2. Деформаційна теорія (3ібель, Губкін), за якою тертя оцінюється роботою, витраченою на деформацію виступів контактуючих тіл, якщо:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.