За образцовое выполнение заданий комбинат награжден 4 орденами, и 4 знамени Государственного комитета обороны были вручены на вечное хранение коллективам доменного, мартеновского, среднесортного и ТЭЦ: Орден Ленина; Орден Трудового Красного Знамени; Орден Кутузова I степени; Орден Октябрьской Революции.
В 90-е годы комбинат пережил трудные
времена. К 1999 г. КМК был в критическом
положении: разрушенное производство, устаревшее оборудование и технологии,
долги более 9 миллиардов рублей. Был принят самый оптимальный вариант вывода
предприятия из кризиса: на базе КМК было создано 9 новых дочерних предприятий,
не обремененных долгами. Сегодня у всех предприятий Кузнецкого комбината
появился собственник - управляющая компания «ЕвразХолдинг». Комбинат
объединился под названием НКМК. Днем рождения
нового предприятия стало 5 мая 2003 года. На современном этапе ОАО НКМК
динамично развивающееся предприятие, ориентированное на модернизацию
производства, повышение качества и расширение сортамента выпускаемой продукции
с учетом международных норм и стандартов.
НКМК является одним из лидеров российской и мировой металлургии.
2.Структура и технологический процесс МНЛЗ
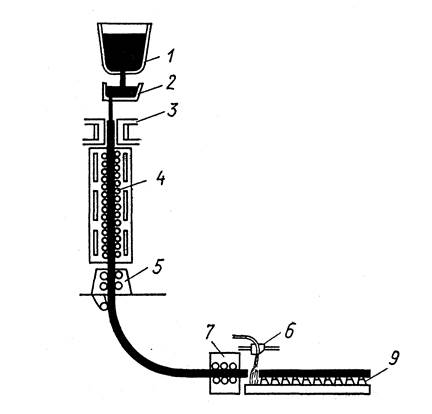 Основные узлы МНЛЗ: а) разливочное
устройство; б) кристаллизатор; в) система вторичного охлаждения; г) устройство
для вытягивания металла; д) устройство для резки металла; е) устройство для
выдачи отрезанных заготовок.
Основные узлы МНЛЗ: а) разливочное
устройство; б) кристаллизатор; в) система вторичного охлаждения; г) устройство
для вытягивания металла; д) устройство для резки металла; е) устройство для
выдачи отрезанных заготовок.
1 - сталеразливочный ковш; 2 - промежуточный ковш; 3 - кристаллизатор; 4 - зона вторичного охлаждения; 5 - тянущая клеть; 6 - газорезка; 7 - правильная машина; 8 - кантователь; 9 - приемный рольганг.
Разливочное устройство. Сталеразливочным ковшом жидкая сталь подается к установке непрерывной разливки. Из разливочного ковша сталь сливается через отверстие в дне ковша в промежуточный ковш. Скорость истечения стали при этом регулируется стопором, прикрывающим отверстие. Назначение промежуточного ковша — точное регулирование истечения металла в кристаллизатор, что весьма важно для сохранения постоянными условий кристаллизации слитка в течение разливки всей плавки. Регулирование истечения металла из промежуточного ковша в кристаллизатор осуществляется стопором. Через промежуточный ковш можно производить разливку стали одновременно в несколько параллельно работающих установок.
Кристаллизатор. В кристаллизаторе должен быть обеспечен интенсивный отвод тепла от кристаллизирующейся стали и созданы условия для непрерывного формирования твердой и прочной оболочки слитка. Для этой цели внутренние рабочие стенки кристаллизатора, непосредственно соприкасающиеся с жидкой сталью, выполняются обычно из красной меди, имеющей высокий коэффициент теплопроводности, а внешние стенки — из чугуна или стали. В пространстве между стенками протекает охлаждающая вода. Длина кристаллизатора зависит от сечения слитка; с увеличением сечения слитка должна быть увеличена и длина кристаллизатора. На действующих установках применяют кристаллизаторы высотой 300 - 1500 мм.
На практике находят широкое применение подвижные кристаллизаторы, которые совершают возвратно-поступательное движение в течение времени разливки всей плавки. Необходимость применения подвижных кристаллизаторов связана с тем, что при втягивании слитка под действием сил трения и налипания стали к стенкам кристаллизатора затвердевшая оболочка металла может разорваться. Подвижный кристаллизатор опускается вниз со скоростью, равной или большей скорости втягивания металла, а поднимается к исходному положению со значительно большей скоростью, снижая тем самым возможность разрыва корки металла. С этой же целью применяется смазка стенок кристаллизатора в процессе разливки.
Система вторичного охлаждения. Ниже кристаллизатора располагается зона вторичного охлаждения, в которой металл полностью затвердевает. В этой зоне происходит непосредственное охлаждение металла водой. Применяют различные способы непосредственного охлаждения: струйное, форсуночное, ролико-форсуночное и др. Длина зоны вторичного охлаждения выбирается из условия полного затвердевания металла при выходе его из этой зоны.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.