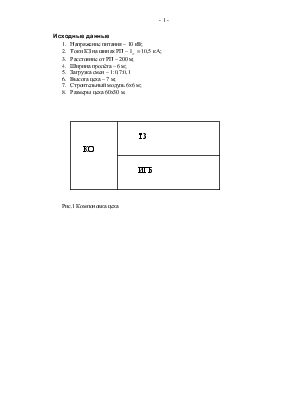
Рис.1 Компоновка цеха
Производственный процесс трёхсменный, с относительной загрузкой смен 1:0,7:0,1.
Цех выполнен из кирпича, стены оштукатурены, побелены, потолок перекрыт пустотелыми плитами, пол бетонный, имеются двери, окна одностворчатые. Ширина пролёта 6 м. Питание цеховой ТП 10/0,4 кВ осуществляется по радиальной схеме от РП, расположенного на расстоянии 200 м.
Цех состоит из следующих отделений: токарный участок, участок изготовления гаек и болтов, компрессорное отделение и является одним из цехов машиностроительного завода.
В компрессорном отделении установлено 3 сравнительно мощных компрессора для питания сжатым воздухом цехов всего предприятия и имеет общезаводское значение. Имеется кран. Так как при перерыве электроснабжения остановка не вызывает опасности для жизни людей, а маслонасос и компрессоры работают одновременно, все ЭП относятся ко II категории по надёжности электроснабжения (перерыв в их электроснабжении может привести к массовому недоотпуску продукции и простоям рабочих и механизмов). Имеется однофазный аппарат точечной сварки. Помещение невзрывоопасное, с нормальной средой.
В участке изготовления гаек и болтов производятся метизные изделия и детали для монтажных работ. Имеется кран. Все электроприёмники с номинальным напряжением 380В и симметричной нагрузкой. Все ЭП можно отнести ко III категории по надёжности электроснабжения (допускают перерыв в электроснабжении на время замены трансформатора).
Помещение с нормальной средой, пыльное.
На токарном участке производятся фрезерные, строгальные работы, обточка на металлорежущих станках, шлифовка изделий. Все электроприёмники с номинальным напряжением 380В и симметричной нагрузкой. Все ЭП можно отнести ко III категории по надёжности электроснабжения (допускают перерыв в электроснабжении на время замены трансформатора).
Помещение с нормальной средой, пыльное.
Спецификация электроприёмников и их приведённая мощность приведены в таблице 2.1. Режим работы электроприёмников характеризуется переменным графиком нагрузки за исключением вентиляторов, компрессоров, насосов. Производство в цехе не является жёстко связанным технологическим процессом, т.к. для каждого изделия разработан свой технологический процесс.
Определим сменную нагрузку по всему цеху для выбора мощности трансформатора.
Исходные данные и полученные значения PСМ, QСМ приведены в табл.2.1
Так как известны количество ЭП, их PH, КИ, cos j, расчетную нагрузку для определения осветительной нагрузки определим методом коэффициента максимума.
Таблица 2.1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.