






II. Подготовка, составление и ввод управляющей
ПРОГРАММЫ
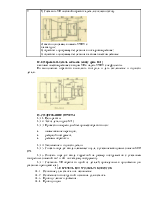
II.I. Установка суппорта в ноль станка
За "0" станка принимают точку, в которой находится суппорт перед началом программы. Положение этой точки выбирается с учетом удобства обработки заготовки, особенностей геометрической формы обрабатываемой детали, замены и установки инструмента.
Вывод суппорта в ноль станка задаемся функцией G25 и адресом соответствующей координаты.
Пример: N1 G25 XZ ПС – выход в ноль станка. Недопустима работа на станке, дока не осуществлен выход суппорта в ноль станка.
II.2. Размерная привязка инструмента (установка нулевого положения детали)
Установка нулевого положения осуществляется в следующей последовательности:
1} закрепить заготовку в патроне;
установить инструмент № I в рабочую позицию, набрав на клавиатуре N1 T1 ПС ;
включить вращение шпинделя, для этого нажать клавиши, например, N2 S500 M3 ПС;
в ручной режиме подвести инструмент к торцу заготовки (детали) и обточить торец;
3) перевести УЧПУ в режим ввода подрежима V0, при этом на экране высвечивается, например: Ввод V0
X - 022587+000000 OX+OOOO0O Z + 000000+000000 0Z-017596
Если торцевая поверхность является нулевым положением по оси Z , то координата нулевой точки детали будет равняться показанию левой колонки по оси Z, в данном случае ОZ=-017596.
Для ввода 0Z необходимо набрать Z -017596ПС, на экране высвечивается: ВВ0Д V0
X - 022587+000000 OX+000000 2 + 000000+000000 OZ-017596
Если начало системы отчета детали не находится на торцевой поверхности, тогда нулевое положение определяется как разность между показанием левой колонки и координатой торцевой поверхности;
УЧПУ перевести в ручной режим и проточить заготовку вдоль её образующей на небольшой длине;
остановить шпиндель и, не перемещая суппорт по координате X, замерить диаметр проточенном поверхности (например, 59,79 мм).
Координата нулевой точки детали по оси X равняется разности между показанием левой колонки и измеренным диаметром, 0Х = -022587 - 5975= -028562;
8) перевести УЧПУ в режим ввода подрежима V0 и нажать клавиши X -028562ПС.
На экране высвечивается: ВВОД V0
X + 005975+000000 ОХ-028562 Z +000000+000000 0Z-O17596
В левой колонке указываются текущие координаты инструмента относительно его нулевого положения. В средней колонке указывается рассогласование между текущими координатами инструмента и расчетной точкой траектории движения. В правой колонке указываются координаты нулевого положения инструмента (детали).
II.3. Коррекция на размер инструмента
Коррекция инструмента позволяет компенсировать износ инструмента и разницу в его установке. В пункте 11.2 была, описана последовательность привязки первого инструмента. Для привязки последующих инструментов каждым из них необходимо коснуться уже проточенных цилиндрической поверхности и торца и ввести в память системы, полученные величины коррекции для каждого инструмента по осям X и Z .
Для этого нужно перевести УЧПУ в режим ввода подрежима VТ, затем ввести номер инструмента и значение величины коррекции по каждой оси на этот инструмент, например, Т2ПС; Х-125ПС; Z 245ПС.
Величина коррекции по оси Z равна показанию левой колонки, а по оси X - разности между показанием левой колонки и диаметром проточенной поверхности.
IX.4. Структура и формат управляющей программы
Управляющая программа записывается в виде кадров. В состав кадра входит различное число слов. Слово состоит из символа (адреса) и с соответствующей цифровой информации. Обозначение адресов приведено в табл.10.1. Условная запись кадра с максимально возможным объёмом информации называется форматом кадра. Формат включает в себя набор применяемых слов и порядок их расположения. Кадр начинается словом "Номер кадра" - № и содержит одно или несколько информационных слов, заканчивается словом "Конец кадра" - ПС. К информационным словам относятся "Подготовительная функция" (G), "Размерное перемещение" (X, Z), "функция подачи" (F), "Скорость главного движения" (S), "функция инструмента» (Т) и "Вспомогательная функция" (М). Порядок слов в кадре может быть произвольным,
однако рекомендуется сохранять указанную последовательность.
Программа начинается символом - %, заканчивается словом
"Конец программы" - М02.
Нельзя программировать в одном кадре более одного слова под одним адресом. Исключение составляют адреса G и М. В кадре могут быть несколько адресов G и М, но только из разных групп.
Пример: N6 G2 G9G95 X3560 Z-4200 F200 S630 M3 T1 M9 ПС.
II.5. Программирование подачи и скорости главного движения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.