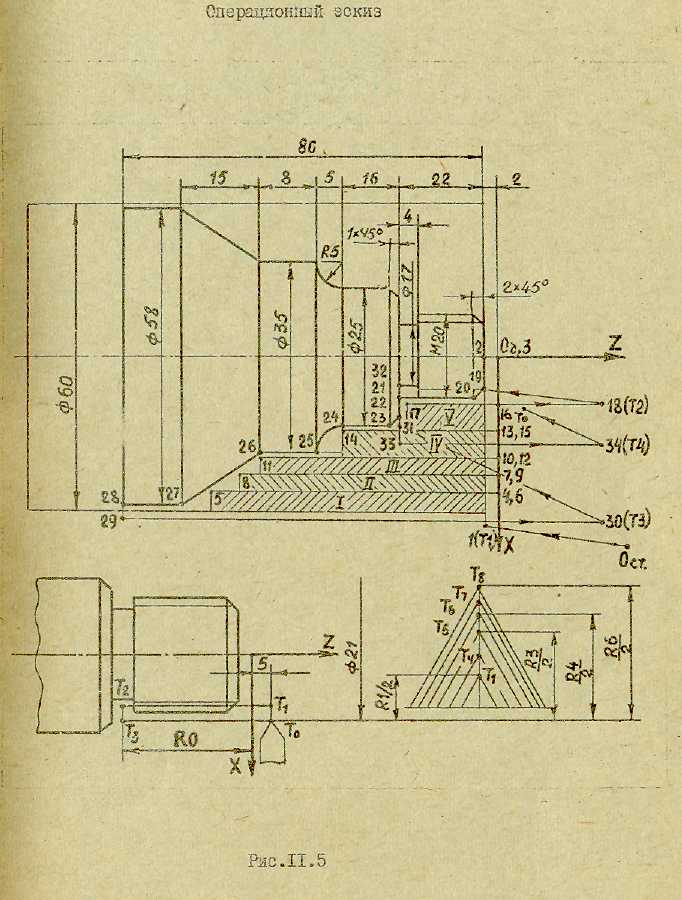
Пример 2. УП обработки оси (рис. 11.5)
Попереходный технологически процесс:
1)подрезать торец;
2)точить
предварительно ![]() 52 мм l=60 мм;
52 мм l=60 мм;
3)точить
предварительно ![]() 44 мм l=57 мм;
44 мм l=57 мм;
4)точить
предварительно ![]() 35,5 мм l=51 мм;
35,5 мм l=51 мм;
5)точить предварительно ![]() 25,5 мм l=38
мм;
25,5 мм l=38
мм;
7)точить предварительно![]() 20,5 мм l=21,Ь
ж;
20,5 мм l=21,Ь
ж;
8)точить окончательно
![]() 20 мм l=32 мм;
20 мм l=32 мм; ![]() 25 мм l=1бмм;
галтель R5;
25 мм l=1бмм;
галтель R5; ![]() 35 мм l=8
мм; конус l=15 mm
35 мм l=8
мм; конус l=15 mm ![]() 58 мм l=80 мм со снятием фасок 2x45° и 1x45°;
58 мм l=80 мм со снятием фасок 2x45° и 1x45°;
9)точить канавку b =4мм до Ø17 мм;
10)нарезать резьбу М20х2.5 в шесть проходов.
Режущий инструмент - резцы:
№1 - проходной упорный червовой;
№2 - проходкой упорный чистовой;
№3 - канавочннй, b =4мм;
№4- резьбовой.
|
Программа |
Обрабатываемый участок траектории |
Пояснения |
|
1 |
2 |
3 |
|
% ПС |
--- |
начало программы |
|
N1 G9X6100 Z-200F5000T1 ПС |
|
вывод резца №1 к торцу детали |
|
N2 G95X0S1000M3F100 ПС |
1-2 |
подрезание торца, |
|
N3 G94Z0F2000 ПС |
2-3 |
отвод резца от детали по оси Z |
|
N4 G9X5200S630M3 ПС |
3-4 |
подвод резца на размер Ø 52 мм |
|
N5 G95Z-6200F200 ПС |
4-5 |
точение припуска I |
|
N6 G94Z0F5000 ПС |
5-6 |
возврат резца |
|
N7 G9X4400 ПС |
6-7 |
подвод резца на размер Ø 44 мм |
|
N8 G95Z-5900F200 ПС |
7-8 |
точение припуска II |
|
N9 G94Z0F5000 ПС |
8-9 |
возврат резца |
|
N10 G9X3550S800M3 ПС |
9-10 |
подвод резца на размер Ø 35,5 мм |
|
N11 G95Z-5300F200 ПС |
10-11 |
точение припуска III |
|
N12 G94Z0F5000 ПС |
11-12 |
возврат резца |
|
N13 G9X2550 ПС |
12-13 |
подвод резца на размер Ø 25,5 мм |
|
N14 G95Z-4000F200 ПС |
13-14 |
точение припуска IV |
|
N15 G94Z0F5000 ПС |
14-15 |
возврат резца |
|
N16 G9X2050S1000M3 ПС |
15-16 |
подвод резца на размер Ø 20,5 мм |
|
N17 G95Z-2350F200 ПС |
16-17 |
точение припуска V, |
|
N18 G94Z5000F5000 ПС |
17-18 |
отвод суппорта на 50 мм от детали по оси Z для поворота АРГ (револьверной головки) |
|
N19 T2 ПС |
18-19 |
поворот АРГ (вывод резца №2) |
|
N20 G9X1600Z-200 ПС |
19-20 |
подвод резца к началу фаски
|
|
N21 G95X1970Z-400F100 ПС |
20-21 |
точение фаски |
|
N22 Z-2400 ПС |
21-22 |
чистовое точение под резьбу Ø 19,7 мм |
|
N23 X2300 ПС |
22-23 |
точение торца |
|
N24 G91X200Z-100 ПС |
23-24 |
точение фаски |
|
N25 Z-1500 ПС |
24-25 |
точение поверхности Ø 25 мм, l=15(16-I), мм |
|
N26 G03G90X3500Z-4500 I 3500 K-4000 ПС |
25-26 |
точение галтели R=5 мм |
|
N27 G01G91Z-800S800M3 ПС |
26-27 |
точение Ø 35, l=8,
|
|
N28 X2300Z-1500 ПС |
27-28 |
точение конуса, размеры в
приращениях, |
|
N29 G90Z-8200 ПС |
28-29 |
точение Ø 58, l=80 (размеры абсолютные) |
|
N30 X6100 ПС |
29-30 |
подрезание торца |
|
N31 G94Z5000F5000 ПС |
30-31 |
отвод суппорта для поворота АРГ |
|
N32 T3 ПС |
31-32 |
поворот АРГ |
|
N33 G9X2500Z-2400S630M3 ПС |
32-33 |
подвод канавочного резца к месту канавки |
|
N34 G95X1700F50 ПС |
33-34 |
точение канавки b=4 мм |
|
N35 G04E20 ПС |
34-35 |
выдержка времени 2 с без подачи |
|
N36 G94X3000F3000 ПС |
35-36 |
вывод канавочного резца из канавки |
|
N37 Z5000 ПС |
36-37 |
отвод суппорта для поворота АРГ |
|
N38 T4 ПС |
37-38 |
поворот АРГ |
|
N39 G9X2100Z500L01R0200 R1250 R2300 R3350 R4380 R5400 R6407 ПС |
38-39 |
подвод резьбового резца в
точку |
|
N40 G25XZM2 ПС |
39-40 |
вывод суппорта в |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.