|
Подпрограмма L01 |
||
|
N 01001 G9X2100-R1S400M3L02 ПС |
|
врезание на глубину первого прохода |
|
N 01002 G9X2100-R2L02 ПС |
|
врезание на глубину второго прохода |
|
N 01003 G9X2100-R3L02 ПС |
|
врезание на глубину третьего прохода |
|
N 01004 G9X2100-R4L02 ПС |
|
врезание на глубину четвертого прохода |
|
N 01005 G9X2100-R5L02 ПС |
|
врезание на глубину пятого прохода |
|
N 01006 G9X2100-R6L02 ПС |
|
врезание на глубину шестого прохода Конец программы L01 |
|
Подпрограмма L02 (в подпрограмме L01) |
||
|
N 02001 G33Z-R0K+2500 ПС |
|
рабочий проход нарезания резьбы (к2500 – шаг резьбы р=2,5 мм) |
|
N 02002 G01 G9X2100F2000 ПС |
|
отвод резца из канавки до |
|
N 02003 G9Z500 M17 ПС |
|
отвод резца в исходное положение (обратный ход), конец подпрограммы L02 |
В кадре N39 запрограммированы вывод вершины резьбового резца в исходное положение – Т (Х=21мм, Z=5 мм) и формальные параметры подпрограмм L01 и L02.
R1-R6 – глубины врезания каждого из шести проходов в диаметральных размерах.
II. 10. Ввод УП в память УЧПУ
Ввод управляющей программы гложет быть выполнен с перфоленты или с клавиатуры.
Ввод программы с перфоленты выполняется в следующей последовательности:
1)заправить перфоленту в ОСУ;
2)перейти в режим ввода УП с перфоленты, нажав клавиши ![]() , Vp
, Vp
3)нажать клавишу ![]() .Загорится красный световод на пульте УЧПУ – идет
считывание УП. При загорании зелёного световода – программа введена.
.Загорится красный световод на пульте УЧПУ – идет
считывание УП. При загорании зелёного световода – программа введена.
Для ввода программы с пульта управления УЧПУ переходят в соответствующий режим:
![]() ,
Vk
,
Vk
и вводят программу, нажимая клавиши в соответствии с текстом УП.
Ввод подпрограмм с пульта управления ведется в режиме редактирования после ввода основной УП.
12. МЕТОДИКА ПРОВЕДЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ
12.1. Под наблюдением лаборанта и по его заданию выполнить цикл команд по управлению станком.
Набор предлагаемых команд приведен в табл.12.1.
Таблица 12.1
|
Номер команды |
Описание команды |
|
1 2 3 4 5 6 |
Установить и закрепить в патроне заготовку Ø60, выдержав вылет её от торца кулачков L =100 мм Вывести резец №1 в рабочую позицию Задать
частоту Ввести плавающий "0" по осям Z и X Ввести коррекции на размер резцов №2 и №3 Вывести суппорт в "0" станка |
|
7 |
В ручном режиме задать и отработать следующие перемещения: 1) подвести ускоренно резец №1 в точку х=61 мм, z=-2 мм; 2) подрезать торец на режимах:
V=50
м/мин; 3) отвести резец от торца по оси Z(Z=0); 4) подвести резец на размер Ø55; 5) проточить Ø 55 l=70 на режимах:
G) отвести ускоренно резец по оси Z в точку X=55 мм, Z =0; 7) подвести резец на размер Ø 46; 8) проточить Ø 46 l=50 на прежних режимах; 9) отвести суппорт в точку X=46; Z=50 мм; 10) повернуть АРГ, позиция №3; 11) подвести канавочный резец в точку X=46; Z=-52 мм; 12) Проточить канавку до Ø 44 на режимах:
13) вывести резец из канавки; 14) отвести суппорт в «0» станка. |
|
8 |
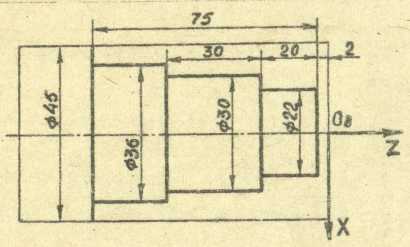
1) Составить УП черновой обработки детали согласно эскизу
2) ввести программу в память УЧПУ с клавиатуры; 3) отработать программу без резания в покадровом режиме; 4) отработать программу без резания в автоматическом режиме. |
|
9 |
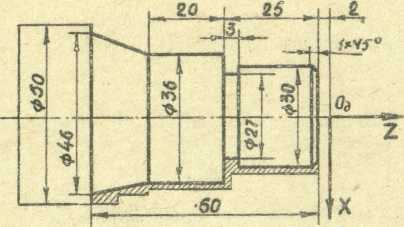
1) Составить УП чистовой обработка детали согласно эскизу
2) ввести программу в память УЧПУ с клавиатуры; 3) отработать программу без резания в покадровом режиме; 4) отработать программу без резания в автоматическом режиме. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.