Например:
N 0103 X-1200+R2...ПС. Если под R2 в основной УП задана, например, величина 400, то будет отработано "X-800".
Подпрограммы разрабатываются для многопроходного точения, нарезания резьб, глубокого сверления, протачивания широких канавок идругих переходов, требующих многократных повторений части перемещений.
11.8.I. Подпрограмма нарезания цилиндрической резьбы
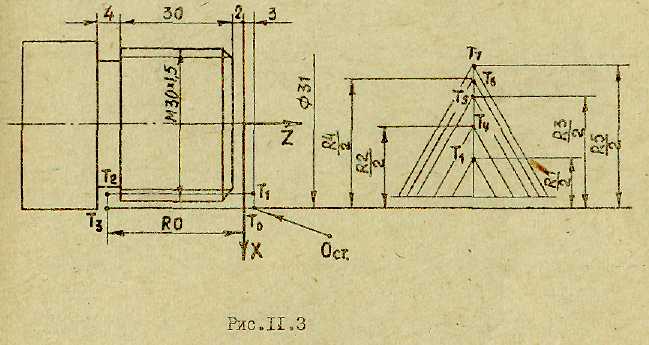
Резьба нарезается в несколько проходов. Один проход включает следующие перемещения резца:
I) T0-T1 врезание на глубину резания прохода ( R1-RK, их значения задаются в диаметральных размерах);
2) T1-T2 – рабочий проход нарезания резьбы. В этом проходе должно быть строгое согласование вращения шпинделя и перемещения суппорта в отношении
I об/мм – р, (р – шаг нарезаемой резьбы), Синхронизация этих перемещений программируется функцией G33, а шаг – командой К, в мкм;
3) T2-T3 - вывод резца из канавки;
4) Т3-Т0 - возврат резца в исходное положение, точку T0.
Следующий проход начинается с врезания, но на глубину большую,
чем в предыдущем проходе.
Цикл перемещений нарезания резьбы включает две подпрограммы повторяемых перемещений:
подпрограмма врезания (перемещения Т0-Т1; T0-T4...) - L01;
подпрограмма перемещений N2,3 и 4 (Т1-Т2; T2-T3 и T3-T0) - L02.
Пример УП для нарезания резьбы M30xI,5 в пять проходов (рис. II.3)
N26G0IХ3I00Z300F3000L01R03400 RI250 подвод резьбового резца
К2280 R3300 R4305 R53I0 R6I500 ПС в точку Т0 и задание
N27G25XZ М2ПС формальных параметров
Подпрограмма L01
L ПС
N 01001 G01 G9X3100-R1F1000S315M3L02ПС
N 01002 G9 X3100-R2L02ПС
N 01003 G9 X3100-R3L02ПС
N 01004 G9 X3100-R4L02ПС
N 01005 G9 X3100-R5L02 MI7ПС
ПОДПРОГРАММА L02
L ПС
N 02001 G33 Z-R0 K+R6ПС
N 02002 G01 G9 X3100 F1000 ПС
N 02003 G9Z300 F3000 MI7ПС
Общая глубина врезания, равная высоте профиля резьбы, принимается по соответствующим справочникам.
11.9 Примеры управляющих программ
Пример 1. УП обработки пальца (рнс.11.4)
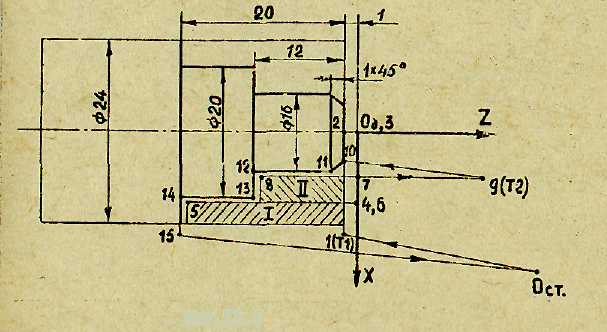
Рис. 11.4
Попереходный технологический процесс обработки этого пальца включает переходы:
1) подрезать торец;
2) точить предварительно поверхность Ø 20.5 мм на длину 19,5 мм;
3) точить предварительно поверхность Ø 16,5 мм на длину 11,5 мм;
4) точить окончательно поверхность Ø16 мм на длину 12 мм со снятием фаски 1x45°;
5) точить окончательно поверхность Ø20 мм на длину 20 мм.
Используемый режущий инструмент
№ 1 - резец проходкой упорный черновой - для переходов № 1-3;
№ 2 - резец проходной упорный чистовой - для переходов № 4-5;
|
Программа |
Отрабатываемый участок траектории |
Пояснения |
|
1 |
2 |
3 |
|
% ПС |
---- |
Начало программы |
|
N1 G9X2500 Z-100F5000T1 ПС |
|
Быстрый подвод резца к торцу детали |
|
N2 G95G96X0S50M3F100ПС |
1-2 |
Подрезание торца с
постоянной скоростью резания V=50 м/мин, |
|
N3 G94Z0F1000ПС |
2-3 |
Отвод резца от торца детали |
|
N4 G9G97 X2050S1000ПС |
3-4 |
Подвод резца на размер Ø=20,5 мм |
|
N5 G95Z-2050F200 ПС |
4-5 |
Точение припуска |
|
N6 G94Z0F3000 ПС |
5-6 |
Быстрый отвод резца по оси Z |
|
N7 G9X1650 ПС |
6-7 |
Подвод резца на размер Ø=16,5 мм |
|
N8 G95Z-1250F200S1250 ПС |
7-8 |
Точение припуска II,
|
|
N9 G94Z5000F50000 ПС |
8-9 |
Отвод суппорта от детали на 50 мм для поворота головки |
|
N10 T2 ПС |
------ |
Поворот головки |
|
N11 G9X1400Z-100 ПС |
9-10 |
Подвод резца к началу
фаски 1*45 |
|
N12 G95X1600Z-200F100 ПС |
10-11 |
Точение фаски |
|
N13 Z-1300 ПС |
11-12 |
Точение Ø=16 на режимах кадра 12 |
|
N14 X200 ПС |
12-13 |
Подрезание торца |
|
N15 Z-2100S1000 ПС |
13-14 |
Точение Ø=20, |
|
N16 X2500 ПС |
14-15 |
Подрезание торца |
|
N17 G25XZM2 ПС |
15- |
Вывод суппорта в ноль станка, коней программы |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.