В результате анализа схемы электрической принципиальной выделяем узлы. Узлы должны быть выполнены на отдельных печатных платах. Возможны варианты компоновки в блок.
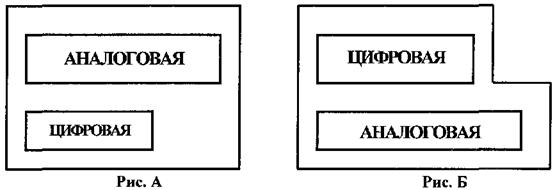
Компоновка по варианту (А) увеличивает габариты блока, т.к. трубка находится сверху.
Вариант (Б) позволяет уменьшить габариты блока, т.к. трубка будет укладываться в установочное место, сделанное в корпусе.
Для рассматриваемого прибора выбираем вариант компоновки, показанный на рис. Б.
Определяем какие ЭРЭ размещаем на плату, какие на переднюю панель. Определяем размеры плат: на маленькой размещаем ЭРЭ передней панели, остальные элементы схемы размещаем на большой плате (модуле МП ).
Компоновка передней панели производится функционально и с точки зрения удобства эксплуатации. Исходя из этого справа на панели располагаем телефонную трубку с разъемом. Клавиатуру и светосигнализатор располагаем соответственно на левой части панели.
Для эстетического оформления, переднюю панель располагаем под углом.
Для обеспечения влагозащиты все элементы управления и разъемы устанавливаются через резиновые прокладки.
3.1.2. Выбор и обоснование типа электрического монтажа
Большое влияние на компоновку ЭРЭ конструкция и характер внутренних и внешних электрических связей, которые зависят от типа и структуры электрического монтажа, а также от крепления выводов элементов (л.11).
Соединения выводов деталей, внутреузловые и внешние связи могут быть выполнены пайкой, сваркой и накруткой.
Для монтажа функциональных узлов выбран метод пайки припоем Прв КР2 ... КР5 ПОС61 ГОСТ 21931-76, так как другие методы соединений влекут за собой увеличение массы и габаритов аппарата. Фактор, оказывающий серьезное влияние на конструкцию отдельных узлов и прибора в целом, - структура монтажных электрических соединений внутри данного узла.
Электрические соединения на платах осуществляются либо навесным монтажом, либо печатным монтажом. В целях повышения надежности соединений, улучшения технических характеристик (уменьшения габаритов и массы) предпочтительней использовать для разработки соединений печатный монтаж.
Кроме того, применение данного метода оправдывает себя и тем, что в настоящее время имеется достаточно хорошая отработанная технология изготовления печатных плат и практический опыт по разработке плат с печатным монтажом.
Наибольшее распространение в производстве печатных плат получили химический, электрохимический, комбинированный позитивный и комбинированный негативный методы изготовления. Наиболее прогрессивный метод - комбинированный позитивный - позволяет получить печатные платы 3 и 4 класса точности со значительной плотностью монтажа.
Платы выполняются двусторонним печатным монтажом и изготавливаются из материала - заменителя стеклотекстолита СФ-2-35-1,5 ТУ16-503.271-86 или СОНФ-2-35-1,5 ТУ16-503.204-80 по ГОСТ 10316-78 толщиной 1,5мм. Шаг координатной сетки в соответствии с ГОСТ 10317-72 равен 1,25мм.
Учитывая большую плотность компоновки на печатных платах, были выбраны печатные платы с односторонним расположением элементов и двусторонним расположением печатных проводников.
Монтаж между узлами рационально реализовывать объёмным жгутовым монтажом. (л.11)
Обоснование метода изготовления печатных плат
Печатные платы модулей изготовляются из двухстороннего фольгированного стеклотексталита. Проводящий рисунок получают с обоих сторон платы. На платах имеются переходные отверстия, которые нуждаются в металлизации. Поэтому печатные платы можно изготовить двумя способами: комбинированием негативным или позитивным, (л. 14)
При комбинированном негативном методе сначала получают металлизированные отверстия, а затем проводящий рисунок. При комбинированном позитивном методе сначала получают проводящий рисунок, а потом металлизированные отверстия. Качество металлизации ухудшается при проведении последующих операций травления. Поэтому при выборе метода изготовления печатных плат надо руководствоваться ниже приведенной методикой.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.