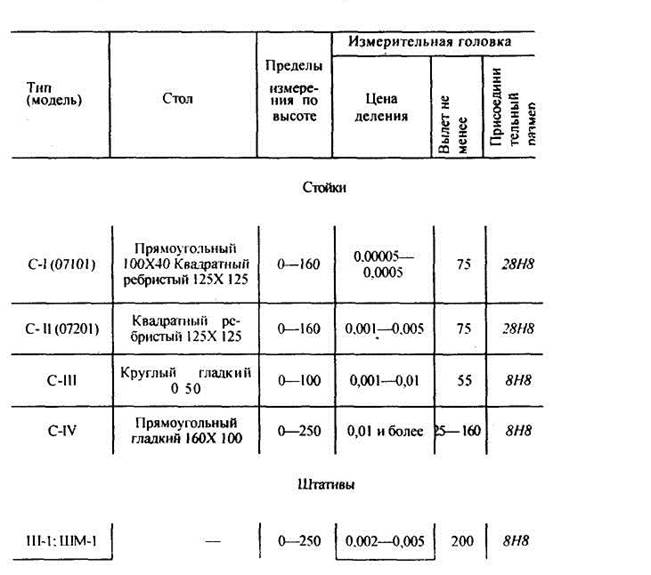
9. Характеристики стоек и штативов для измерительных головок (ГОСТ 10197—70). Размеры, мм
Пример. Подобрать удлинители для измерения отверстия диаметром 410 мм
Для измерения размера, равного 410 мм, согласно табл. 8 выбирают микрометрический нутромер с пределами измерения 75—600 мм. Микрометрическая головка обеспечивает пределы измерения 75—88 мм, т. е. 13 мм. Рассчитывают суммарный размер удлинителей, вычитая из заданного размера 410 мм нижний предел измерения микрометрической головки, равный 75 мм; получают 410 — 75 = 335 мм. Для сборки могут быть выбраны два удлинителя номинальных размеров 300 и 25 мм, что в сумме дает размер 325 мм, а в сборе с микрометрической головкой, имеющей наименьший размер 75 мм, может быть размер, равный 400 мм. Недостающие для обеспечения измеряемого размера отверстия 410-400=10 мм будут обеспечены ходом микровинта головки, равным 13 мм.
Для измерения диаметра отверстия (рис. 12, д) нутромер вводят в контролируемое отверстие, прижимая его левую измерительную поверхность левой рукой, а правой рукой, вращая барабан, вывинчивают микровинт до соприкосновения его с противолежащей поверхностью отверстия. Нутромер при этом необходимо слегка покачивать до ощущения легкого трения поверхностей нутромера и изделия. Застопорив микровинт, выводят нутромер из отверстия и отсчитывают по шкалам результат измерений, прибавив размеры удлинителей.
Микрометрический нутромер не имеет центрирующего мостика, поэтому необходимо измерять диаметр в плоскости, перпендикулярной к оси отверстия (положение I), и в плоскости осевого сечения (положение II). Наибольший размер в положении I и наименьший размер в положении II должны совпадать. Только после такого совпадения размеров проводят отсчет по шкалам нутромера.
Расстояние между двумя внутренними взаимно параллельными плоскостями (рис. 12, е) измеряют также в двух положениях. Отсчет по шкалам нутромера проводят при совпадении наименьших показаний в положениях I и II.
Рычажно-зубчатые головки и индикаторы.
Рычажно-зубчатые головки и индикаторы, как правило, закрепляют в штативах и стойках и применяют для абсолютных и относительных измерений размеров, а также отклонений формы и
При отсчете показаний сначала отсчитывают целое число миллиметров по нижней шкале стебля (например, 3 мм согласно рис. 10, б) и прибавляют число сотых долей миллиметра, например 23-й штрих шкалы барабана согласно рис. 10, б соответствует 0,23 мм. Итоговый отсчет по шкалам микрометрической головки составит: 3 + 0,23 = 3,23 мм. Если при отсчете показаний край барабана перешел за деление миллиметровой шкалы, нанесенной выше продольной линии, то к результату, отсчитанному по описанной методике, необходимо прибавить 0,5 мм. Например, итоговый отсчет по рис. 12, в составляет 3,21 + 0,5 = 3,71 мм.
При установке на нижний диапазон измерений (нулевая установка) нулевой штрих барабана должен совпадать с продольной линией стебля, а скошенный край барабана находиться напротив крайнего левого штриха (нулевого штриха при диапазоне измерений 0—25 мм), который должен быть виден целиком, но при этом расстояние от торца конической части барабана до края штриха не должно превышать 0,15 мм.
Характеристики микрометрических приборов приведены в табл. 8.
Микрометры предназначены для измерения линейных размеров прямым абсолютным контактным методом. Они выпускаются следующих типов; МК — гладкие; МЛ - листовые; МТ — трубные; МЗ — зубомерные; МП — для проволоки; МГ — горизонтальные настольного типа; MB— вертикальные настольного типа; МН-1 и МН-2 — настольные со стрелочным отсчетным устройством и мод. 19005 — с цифровым электронным отсчетом.
Кроме того, по ГОСТ 4380—78 (СТ СЭВ 3307—81) выпускаются микрометры для измерений среднего диаметра резьб (см. гл. 5).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.