Стойка C-III (рис. 13, в) предназначена для закрепления в кронштейне 1 измерительных головок или индикаторов часового типа 3 с присоединительным размером 8 мм. Колонка 2 — цилиндрическая.
Стойка C-IV (рис. 13, г) отличается от стойки С-Ш формой стола 1 и кронштейна со стержнем 2, закрепляемым в нем с помощью хомутика 3.
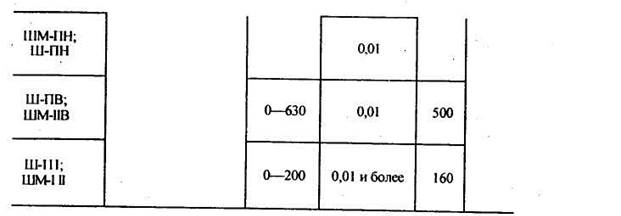
Штативы предназначены для закрепления измерительных головок с ценой, деления 0,01 мм. Их характеристики приведены в табл. 9. Они имеют основание 1 (рис. И, а, б) с вертикально установленной колонкой 2, по которой возможно перемещение муфты 3 со стержнем 4 и с закрепленной на его конце измерительной головкой 5. Штатив типа Ш-Н имеет устройство (винт б микроподачи) для тонкой установки головки на размер. Для поднятия головки микровинт вращают по часовой стрелке, а для опускания — против.
Штативы с магнитным основанием (рис. 14, а) отличаются от штативов других типов постоянными магнитами, встроенными в основания штативов. Посредством этих магнитов штативы удерживаются на стальных и чугунных изделиях без дополнительного их закрепления. Сила отрыва штативов с
Примечания: 1. Пример обозначения стойки С-I с диаметром отверстия под измерительную головку 28 мм и размерами стола 100Х40: Стойка С-I-28-100Х40 ГОСТ 10197 – 70.
2. Пример обозначения штатива типа Ш-II с низкой колонкой и диаметром отверстия под головку 8 мм: Штатив Ш-IIН-8 ГОСТ 10197 – 70.
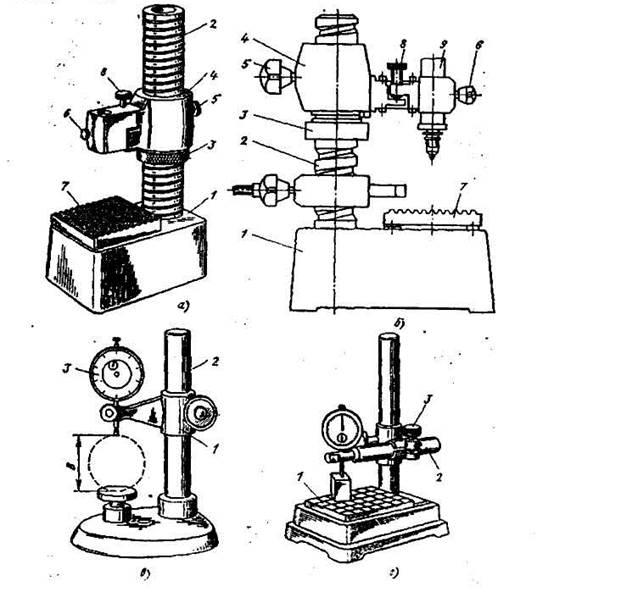
Рис: 1З-Типы стоек:C-I и C-II (а и б); С-III (в) и C-IV(г).
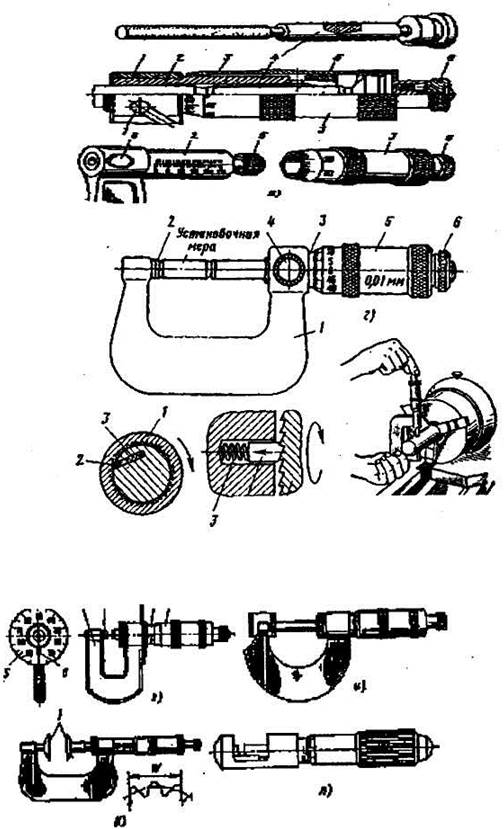
Рис. 10 Микрометрическая головка (а) и примеры отсчета по ее шкалам (в и г); типы микрометров: МК (г-ж); МЛ (з); МТ (и); МЗ (к) и МП (л).
МИКРОМЕТРИЧЕСКИЕ ПРИБОРЫ
Достаточно распространенными в цеховых условиях, но более точными по сравнению со штангенпрйборами являются микрометрические приборы, к которым относят микрометры различных типов, микрометрические глубиномеры и микрометрические нутромеры.
Отсчетное устройство. Принцип действия микрометрических приборов основан на преобразовании вращательного движения точного микрометрического винта, установленного в неподвижную гайку, в его поступательное перемещение вдоль оси. Большинство микрометрических приборов имеет винт с шагом, равным 0,5 мм, поэтому поворот винта в гайке на 360° вызывает его перемещение вдоль оси на 0,5 мм. На рис. 10, а показано устройство головки микрометрических приборов. Микрометрический винт 4 в сборе с барабаном 3 и механизмом трещотки б ввернут во внутреннюю резьбу, выполненную на правом конце стебля 2, запрессованного в скобе / микрометра или в основании микрометрического глубиномера. Зазор в резьбовом соединении устанавливается с помощью регулировочной гайки 5, навертываемой на коническую резьбу, нарезанную на наружной поверхности стебля. Стопорение микрометрического винта осуществляют приспособлением 7 или 8.
На наружной цилиндрической поверхности стебля имеется продольная отсчетная линия, над и под которой нанесены миллиметровые деления. Начальные штрихи шкалы и штрихи, соответствующие каждому пятому миллиметру, отмечены цифрами. Сверху отсчетной линии нанесены деления миллиметровой шкалы, смещенной относительно начального деления ниже расположенной шкалы на 0,5 мм. Указателем отсчета по шкалам, нанесенным на стебле, является торец барабана. На торце барабана выполнен скос, на котором нанесено 50 делений. Штрихи шкалы барабана, соответствующие каждому пятому делению, удлинены и отмечены цифрами- 0; 5; 10; 15; 20; 25; 30; 35; 40 и 45: Поворот барабана вместе с микрометрическим винтом на одно деление соответствует их перемещению в осевом направлении на величину 0,01 мм. Таким образом, цена деления микрометра составляет 0,01 мм.
расположения поверхностей.
Стойки и штативы для измерительных головок. Стойки предназначены для закрепления головок при измерении размеров деталей методом сравнения с ПКМД (мерой длины) и при контроле отклонений формы и расположения поверхностей изделий. Стойки изготовляют четырех типов: C-I, С-II, С-III и С-IV. Они снабжены столом для установки на нем изделий и предназначены для проведения точных измерений. Штативы применяют в цеховых условиях для закрепления индикаторов часового типа. Характеристики стоек и штативов приведены в табл. 9.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.