Приборы и принадлежности:
1. Предельные калибры (2 комплекта).
2. Резьбовые калибры.
3. Справочник по допускам и посадкам.
4. Микрометр.
5. Рычажная скоба (2 штуки).
6. Индикаторный нутромер.
7. Индикаторный толщиномер.
8. Измерительная головка (ИГ).
9. Индикатор ИЧ.
10. Стойка универсальная (штатив).
11. Поверочная плита.
12. Лекальная линейка.
13. Образцы шероховатости.
14. Контрольные оправки.
15. Призмы измерительные.
16. Микрометрический нутромер.
17. Штангенглубомер.
18. Штангенциркуль (ШЦ1).
Контрольные вопросы:
Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
«Алтайский государственный технический университет
Им. И.И.Ползунова»
Бийский технологический институт
(филиал)
Авторы: Ромашев А.Н, Рыжиков В.В, Фирсов А.М.
Методические указания к лабораторной работе по дисциплине «Технический контроль в машиностроении» для студентов специальности 120100 Технология машиностроения всех форм обучения.
СРЕДСТВА ИЗМЕРЕНИЯ В
МАШИНОСТРОЕНИИ
Бийск 2005
Цель работы: Изучить конструкцию, правила эксплуатации и методы расчета средств измерения.
Задачи:
1 Изучить конструкции, особенности эксплуатации и способы расчета предельных калибров.
2 Изучить конструкции, правила измерений и особенности эксплуатации штангенинструмента.
3 Изучить конструкции, правила измерений и особенности эксплуатации микрометрических средств измерения.
4 Изучить конструкции измерительных головок, правила и способы измерений с помощью штативов и головок.
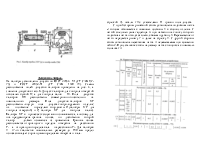
При измерении размеров методом сравнения с мерой между измерительными поверхностями 1 и 3 микрометра устанавливают блок ПКМД номинального размера. Стрелку отсчетного устройства 4 устанавливают на нуль. Затем микроголовку 2 стопорят. Нажав на кнопку 6 арретира, заменяют блок ПКМД на измеряемое изделие. Отсчитывают результат по отсчетному устройству. Действительный размер изделия равен номинальному размеру блока ПКМД, алгебраически сложенному с показаниями по отсчетному устройству.
Рычажные микрометры с пределами измерений свыше 100 мм вместо встроенных отсчетных устройств оснащены индикаторами часового типа (рис. 21, г).
К микрометрам с пределами измерений больше 150 мм придается комплект сменных пяток, установочная мера и центровочные гильзы.
механизма трещотки (рис. 13). Таким образом, в рычажном микрометре обе измерительные поверхности пяток связаны с отсчетными устройствами. Одна измерительная поверхность является концом микрометрического винта 1, и его перемещение отсчитывается по шкалам микрометрической головки 2, а другая измерительная поверхность 3 связана с механизмом отсчетного устройства 4, аналогичного отсчетному устройству рычажной скобой.
Перед измерением прибор устанавливают на нулевые отметки (микрометры с пределами измерений св. 25 мм устанавливают на нуль с помощью блока ПКМД). При этом начальный штрих шкалы барабана должен совпасть с продольным штрихом стебля, причем начальный штрих шкалы стебля должен быть виден целиком, а расстояние от торца конической части барабана до ближайшего края штриха не должно превышать 0,1 мм. В случае, если сбита начальная установка микрометра, ее восстанавливают. С этой целью необходимо освободить барабан, отвернув колпачок 5, и повернуть его до восстановления начальной или нулевой установки, затем колпачок снова завернуть.
При измерении размеров абсолютным (непосредственной оценки) методом изделие помещают между измерительными поверхностями микрометра. Вращением барабана с микровинтом поверхности пяток микрометра приводят в соприкосновение с изделием. Отсчетное устройство' головки при этом устанавливают на нуль. Если при этом штрих на барабане микрометра не совпал с продольным штрихом на стебле, то продолжают вращать барабан до совпадения его ближайшего штриха с продольным штрихом на стебле. После этого снимают отсчеты по шкалам микрометрической головки и по шкале отсчетного стрелочного устройства. Полученные отсчеты суммируют алгебраически.
Пример. При измерении диаметра вала снят отсчет по шкалам
микроголовки 10.41 мм п по шкале отсчетного устройства с иеной деления 0.002 мм 20 делении со знаком минус «-». Определить действительный размер вала.
Действительный размер вала dд = 10,41+ (—20 X 0,002) = 10,37 мм.
Предельные калибры — калибры, номинальные размеры которых соответствуют наибольшему и наименьшему предельным размерам изделий.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.