Фрезеровать 4 паза размером 8 (+0,36) мм выдерживая размер 5,3 (±0,15) мм.
t = 1 мм.
Определим подачу на зуб с учетом поправочных коэффициентов
SZ = SZт ∙ KS1 ∙ KS2 ∙ KS3 ∙ KS4 ∙ KS5,
где: SZт = 0,1 мм / зуб; KS1 = 1; KS2 = 1; KS3 = 0,9;
SZ = SZт ∙ KS1 ∙ KS2 ∙ KS3 = 0,1 ∙ 1 ∙ 1 ∙ 0,9 = 0,09 (мм / зуб)
Определим скорость резания с учетом поправочных коэффициентов:
V = VT ∙ KV1 ∙ KV2 ∙ KV3 ∙ KV4 ∙ KV5 ∙ KV6,
где: VT = 12 м / мин; KV1 = 1; KV2 = 1; KV3 = 1; KV4 = 0,8; KV5 = 0,9;
V = VT ∙ KV1 ∙ KV2 ∙ KV3 ∙ KV4 ∙ KV5 = 12 ∙ 1 ∙ 1 ∙ 1 ∙ 0,8 ∙ 0,9 = 7,64 (м / мин)
Частота вращения:
n = 1000 ∙ V / (π ∙ D) = 1000 ∙ 7,64/ (π ∙ 3) = 811(об / мин)
Округляем частоту вращения с учетом паспортных данных станка n = 800 об / мин.
max=2000 частоту вращения с учетом паспортных данных станка (товки на пр
Уточним значение скорости резания с учетом изменившего числа оборотов:
V = n ∙ π ∙ D / 1000 = 800 ∙ π ∙ 3 / 1000 = 7,5 (м / мин).
Определим минутную подачу:
SM = SZ ∙ Z ∙ n = 0,09 ∙ 3 ∙ 800 = 216 (мм / мин)
Основное время:
T = L / SМ = 880 / 216 = 4,1 (мин).
Учитывая серийный характер производства для повышения производительности и снижения затрат времени при обработке детали целесообразнее будет использовать на токарной операции токарно-винторезный станок с числовым программным управлением 16К20-Ф3, на остальных операциях можно оставить ныне используемое оборудование, но при этом необходимо механизировать приспособления для экономии времени при закреплении заготовки.
Конструкция основных, вспомогательных и контрольных инструментов.
|
№ |
Инструмент |
Эскиз инструмента. |
|
005 Токарная. |
||
|
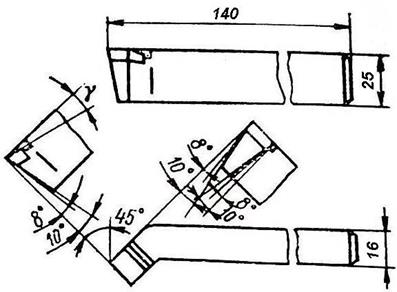
1 |
Резец 25 х 16 2102–0005 Т15К6 ГОСТ 18877–73. Используется для подрезки торца, точения поверхности до диаметра 20 мм, снятия фаски 0,2 х 45˚. |
|
|
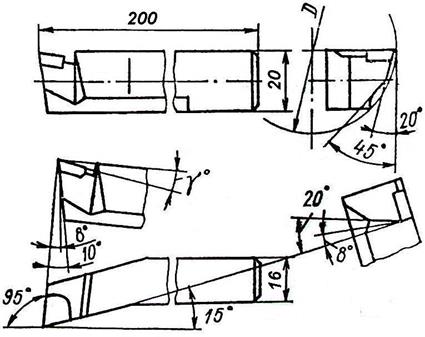
2 |
Резец 20 х 16 2141–0202 Т15К6 ГОСТ 18883–73. Используется для растачивания отверстия до диаметра 14 мм на глубине 5,3 мм. |
|
|
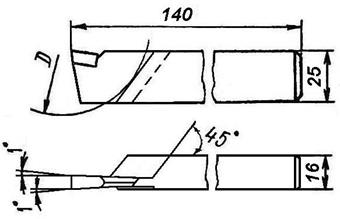
3 |
Резец 25 х 16 2130–0005 Т15К6 ГОСТ 18884–73. Используется для отрезки детали в размер 26 мм. |
|
|
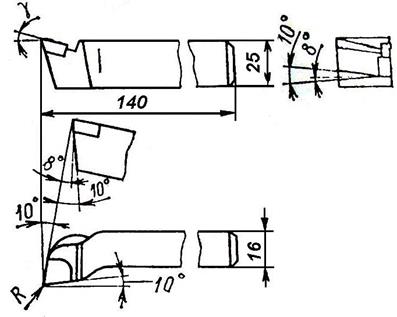
4 |
Резец 25 х 16 2112–0013 Т15К6 ГОСТ 18880–73. Используется для подрезки торца, точения поверхности до диаметра 18 мм. |
|
|
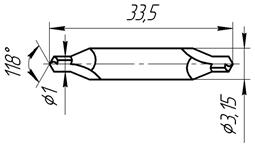
5 |
Сверло 2317–0106 ГОСТ 14952-75. Используется для центровки отверстия диаметром 3,15 мм. |
|
|
№ |
Инструмент |
Эскиз инструмента. |
|
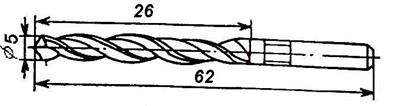
6 |
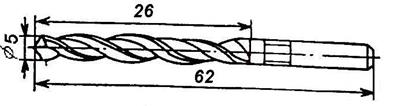
Сверло D5 2300–6173 ГОСТ 10902–77. Используется для сверления отверстия диаметром 5 мм на глубину 18,5 мм. |
|
|
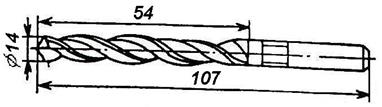
7 |
Сверло D14 2300–0226 ГОСТ 10902–77. Используется для сверления отверстия диаметром 14 мм на глубину 2 мм. |
|
|
010 Фрезерная. |
||
|
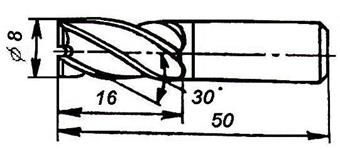
8 |
Фреза D8–z4 2220–0209 ГОСТ 18372–73. Используется для фрезерования 4 пазов размером 8 мм |
|
|
015 Сверлильная. |
||
|
9 |
Сверло D5 2300–6173 ГОСТ 10902–77. Используется для сверления отверстия диаметром 5 мм на глубину 10 мм под углом 45˚±1˚. |
|
|
020 Фрезерная. |
||
|
10 |
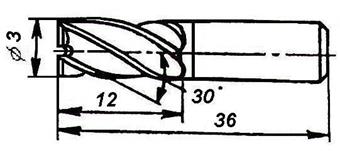
Фреза D3–z3 2220–0171 ГОСТ 18372–73. Используется для фрезерования паза размером 3 мм |
|
|
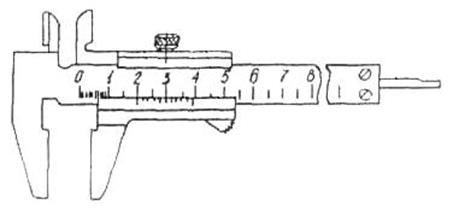
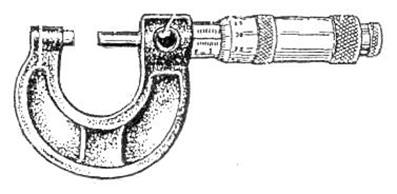
025 Контрольная. |
||
|
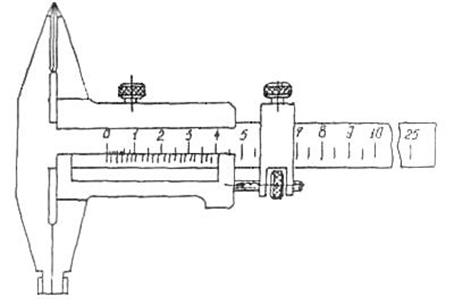
ШЦ–II–160–0,05 ГОСТ 166–89 |
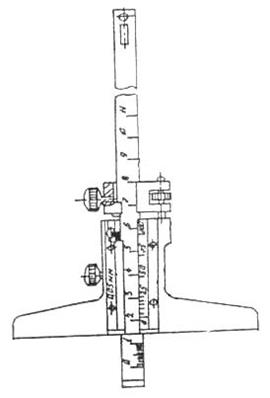
ШГ–160–0,05 ГОСТ 162 –90 |
|
|
ШЦ–I–125–0,1 ГОСТ 166–89 |
МК 25–1 ГОСТ 6507–90 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.