Движение вырубочной тележки налево осуществляется оператором для точного выполнения проруба. Для проведения ремонтных и смазочных работ вырубочная тележка передвигается в крайнее положение.
Для осуществления движения налево необходимо срабатывание (замыкание) двоичного датчика S1.2 – кнопка налево. После его замыкания включается контактор Q2.4 который в свою очередь включает асинхронный двигатель поперечного движения М2. Затем микроконтроллер проверяет состояние двоичных датчиков S1.2 – кнопка налево и S3.2 – ограничитель слева. Если датчик S1.2 в это время разомкнут, то включается контактор Q2.0 - режим торможения вырубочной тележки, а если замкнут, то микроконтроллер опрашивает состояние датчика S3.2. Если этот датчик замкнут, то значит вырубочная тележка находится в крайнем левом положении и включается контактор Q2.0 - режим торможения, а если разомкнут, то опять происходит опрос датчика S1.2.
После срабатывания торможения микроконтроллер передает управление на начало блок-схемы и происходит запуск тестирующих процедур (Приложение Г).
5.4 Движение вырубочной тележки направо.
Движение вырубочной тележки направо осуществляется оператором для точного выполнения проруба. Для проведения ремонтных и смазочных работ вырубочная тележка передвигается в крайнее положение.
Для осуществления движения направо необходимо срабатывание (замыкание) двоичного датчика S1.3 – кнопка налево. После его замыкания включается контактор Q2.5 который в свою очередь включает асинхронный двигатель поперечного движения М2. Затем микроконтроллер проверяет состояние двоичных датчиков S1.3 – кнопка направо и S3.2 – ограничитель справа. Если датчик S1.3 в это время разомкнут, то включается контактор Q2.0 - режим торможения вырубочной тележки, а если замкнут, то микроконтроллер опрашивает состояние датчика S3.3. Если этот датчик замкнут, то значит вырубочная тележка находится в крайнем правом положении и включается контактор Q2.0 - режим торможения, а если разомкнут, то опять происходит опрос датчика S1.3.
После срабатывания торможения управление передается на начало блок-схемы и происходит запуск тестирующих процедур (Приложение Д).
5.5 Подача материала вперед.
В режиме подачи материала вперед происходит подача на станину пресса вырубочного материала. Этот режим активизируется при срабатывании кнопки S8 – подача вперед. Она включает котактор Q6, а тот в свою очередь двигатель подачи материала М3. Двигатель М3 включен до тех пор, пока кнопка S8 замкнута.
5.6 Подача материала назад.
Этот режим необходим для передвижения материала в обратном направлении, чтобы оператор мог точно расположить материал под вырубочной тележкой.
Этот режим активизируется при срабатывании кнопки S9 – подача вперед. Она включает котактор Q7, а тот в свою очередь двигатель подачи материала. Двигатель М3 включен до тех пор, пока кнопка S9 замкнута. (Приложение Е).
Схема управления вырубочным прессом в виде функциональной схемы приведен на чертеже СУ91.6.091401.19КП
6. МОДЕЛЬ СИСТЕМЫ УПРАВЛЕНИЯ
Для составления программы функционирования системы управления и более четкого восприятия ее работы необходимо разработать модель системы управления.
Представим эту модель как «черный ящик» и совокупность входящих сигналов и выходящих управляющих выходных воздействий, получаемых в результате работы вырубочного пресса.
На основе этой модели будет разработана программа работы вырубочным прессом на языке АСЕМБЛЕР.
Представим систему управления в таком виде.
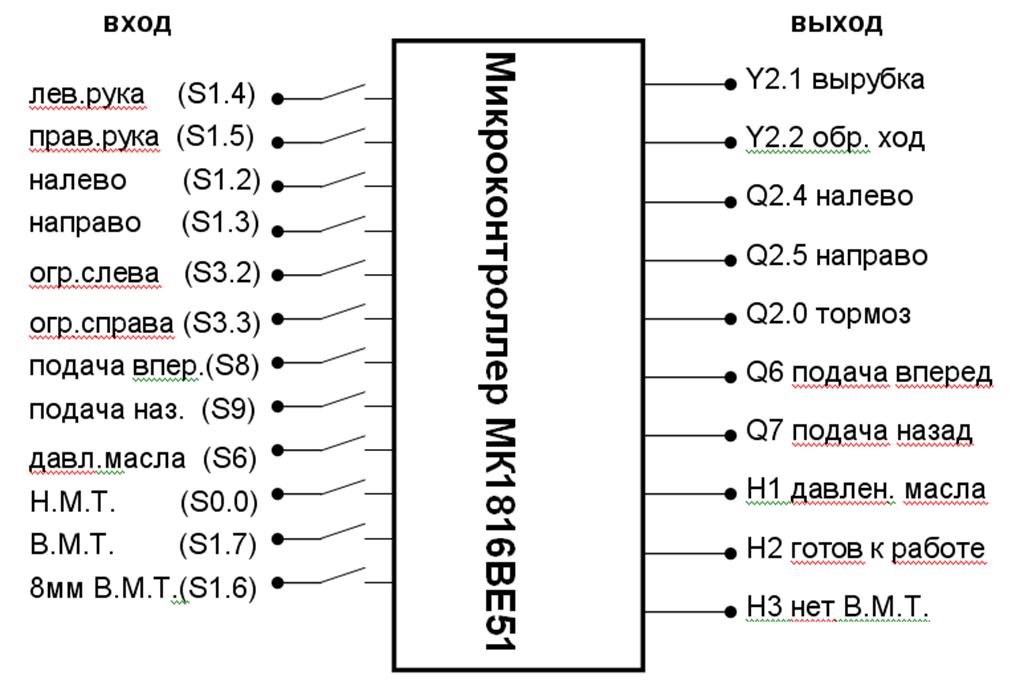
Входные сигналы модели:
S1.4 – концевой выключатель 1-й руки проруба;
S1.5 – концевой выключатель 2-й руки проруба;
S1.2 – концевой выключатель для поперечного движения вырубочной тележки налево.
S1.3 – концевой выключатель для поперечного движения вырубочной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.