Следующим шагом работы микроконтроллера является проверка датчика верхней мертвой точки S1.7, с которой должна начинать свое движение вырубочная тележка. Если вырубочная тележка находится в верхней мертвой точке то контакты датчика S1.7 замкнуты и микроконтроллер получает сигнал, разрешающий включение основных производственных режимов работы. Оператору об этом сигнализирует зеленый индикатор Н2. Если же процедура не пройдена то система управления выдает об этом сообщение оператору посредством включения желтого индикатора Н3, означающее что вырубочная тележка находится не в верхней мертвой точке или нет сигнала от датчика. На этом тестовые процедуры считаются законченными. После положительного прохождения тестов пресс считается готовым к работе. Об этом оператору пресса сообщается посредством загорания зеленого индикатора Н2.
Далее будут описаны рабочие режимы пресса. Разобьем их на пять функциональных частей, и представим их в следующем порядке:
1-вырубочный ход;
2-движение вырубочной тележки налево;
3-движение вырубочной тележки направо;
4-подача материала вперед;
5-подача материала назад.
Алгоритм тестирующих процедур приведен в Приложении Б
5.2 Вырубочный ход.
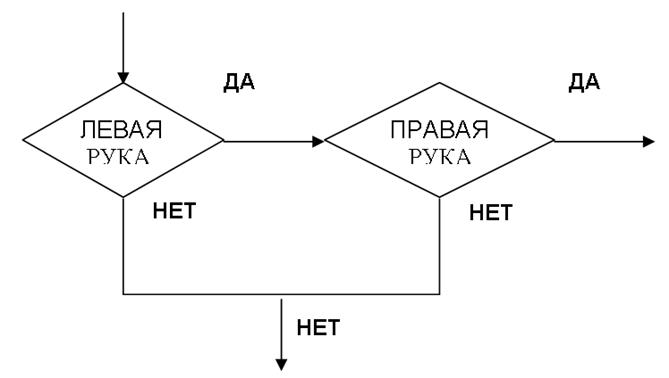
Для включения режима проруба необходимо, чтобы оператор пресса обеими руками замкнул концевые выключатели S 1.4-левая рука и S 1.5-правая рука. Эти концевые выключатели или применительно к микропроцессорной технике двоичные датчики являются составляющими датчика рук, который подробно можно представить в таком виде:
Такое включение режима проруба продиктовано необходимостью обезопасить оператора вырубочного пресса. При включении этого режима его руки находятся на включающих кнопках, что исключает их расположение под вырубочной тележкой.
При срабатывании датчика рук происходит включение электоромагнитного реле Y2.1 при этом гидрораспределитель подключает к гидроцилиндру силовую линию и вырубочная тележка совершает рабочий ход.
Ограничением или окончанием рабочего хода служат сигналы полученные от четырех двоичных датчиков. Первым микроконтроллер опрашивает датчик рук и если хоть один контакт S 1.4 или S 1.5 разомкнут, то происходит прекращение рабочего хода.
Нормальным завершением рабочего хода считается срабатывание датчика S1.6 - 8м.м. до нижней мертвой точки. Для его подстраховки предусмотрено использование S0.0 - нижняя мертвая точка, который срабатывает при отказе предыдущего датчика.
Еще одним датчиком способным ограничить рабочий ход является датчик давления масла S6, который защищает гидравлическую систему от перегрузок. Он срабатывает в случае возникновения избыточного давления, когда не сработали датчики S0.0 и S1.6 (Н.М.Т. и 8мм Н.М.Т.) или вследствие нарушения функционирования самой гидросистемы.
После срабатывания ограничивающих датчиков происходит обратный ход вырубочной тележки. Это означает, что включилось электромагнитное реле Y2.2, которое передвигает гидрораспределитель в режим оттока масла из вырубочного цилиндра в линию слива, а вырубочная тележка под действием возвратной пружины движется к верхней мертвой точке, где расположен датчик S1.7.
Его работа состоит в следующем: пока вырубочная тележка поднимается под действием возвратной пружины - датчик разомкнут и выдается предупреждающий сигнал – желтый индикатор Н3, когда тележка достигла верхней точки, то от датчика поступает соответствующий сигнал, по которому микроконтроллер начинает выполнять следующую операцию.
После завершения режима вырубочного хода микроконтроллер передает управление на начало блок-схемы и на запуск тестирующих процедур (Приложение В).
5.3 Движение вырубочной тележки налево.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.