Рисунок 1.1.5.4 - Зависимость скорости полирования от количества обработанных пластин
1.1.6 Процесс химико-механической планаризации окисла кремния
Процесс ХМП окисла кремния является наиболее широко используемым процессом планаризации начального слоя окисла и МСД при формировании разводки (back-end) [20]. Как результат, этот процесс наиболее изучен. Однако в этой области проблем остается больше, чем их решений. Поэтому, для успешного освоения технологии полирования окисла кремния и разработки новых устойчивых процессов необходимо понимание закономерностей ХМП этого материала.
Современное понимание многих процессов химико-механического полирования окисла кремния связано с исследованиями в области полирования поверхности оптических стекол. Однако изучались в основном вопросы получения гладких поверхностей. Требования к процессам ХМП слоев окисла кремния, применяемых для многоуровневой разводки при изготовлении микросхем с минимальными размерами элементов 0,5 мкм и ниже, гораздо выше и многообразнее: необходимо обеспечить не только низкую шероховатость, высокую скорость и равномерность полирования, но и селективность, локальную и глобальную планаризацию, сохранение геометрических размеров нижележащих элементов, отсутствие дефектов в поверхностных слоях после операции полирования.
Одними из основных выходных параметров ХМП являются скорость полирования, равномерность скорости полирования поверхности пластины и равномерность скорости полирования от пластины к пластине. В соответствие с уравнением Престона (1.1.5.1), скорость полирования линейно зависит от давления и скорости движения обрабатываемой поверхности. Однако, теоретическая величина коэффициента Престона, кр = 1/2Е (Е – модуль упругости), не объясняет зависимости скорости полирования от других важных переменных процесса, таких как тип полирующей подушки, ее состояния, вида и размеров абразивных частиц суспензии, типа и концентрации химического реагента суспензии.
Как отмечалось выше, скорость полирования существенно зависит от типа полирующей подушки и текущего состояния ее поверхности. В [21] показано, что, например, замена подушки типа Suba X (более твердая) на подушку типа Suba IV (более мягкая) привела, при прочих равных условиях, к увеличению скорости полирования термического окисла на 20 %. Не менее важным фактором является состояние поверхности подушки. Актуальной является разработка такого материала подушки, который бы не требовал, либо почти не требовал, кондиционирования.
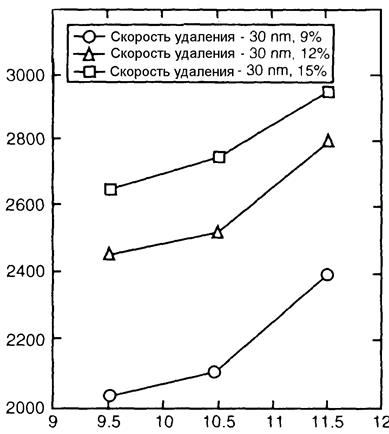
Другим важным фактором является состав суспензии. Для суспензий на основе SiO2 наблюдается увеличение скорости полирования при увеличении pH и концентрации абразивных частиц (см. рисунок 1.1.6.1, (а) и (б)) [19].
|
Скорость удаления, Å/мин |
|
Скорость удаления, Å/мин |
|
|
pH |
pH |
||
|
а) |
б) |
Рисунок 1.1.6.1 - Зависимость скорости полирования от pH суспензии и концентрации абразивных частиц:
а) для абразивных частиц окисла кремния размером 30 нм,
б) для абразивных частиц окисла кремния размером 7 нм
При использовании суспензии на основе Al2O3может, однако, иметь место снижение скорости полирования с возрастанием pH (см. рисунок 1.1.6.2) [22]. В этих исследованиях концентрация абразивных частиц Al2O3 размером 0,3 мкм составила 2% (в весовых частях). Для изменения pH в суспензию добавляли HCl, NH4OH либо KOH. Скорость полирования оказалась исключительно чувствительной к величине pH. Наибольшая скорость полирования была достигнута при нейтральном pH (без химикатов). Для уменьшения pH в эмульсию добавляли HCl. Концентрация HCl варьировалась в диапазоне от 2% (объемн.) до 0,002 %. При концентрации HCl 0,2%, которая соответствовала pH порядка 1,8, скорость полирования оказалась в 30 раз ниже, чем при нейтральной эмульсии. Это подтверждает, что добавление HCl в суспензию может существенно улучшить селективность между окислом и металлом, если допустимо незначительное снижение скорости удаления металла. Добавление NH4OH также снижает скорость удаления окисла. При концентрации NH4OH, равной 0,5% (объемн.) скорость полирования снижалась в 4 раза по сравнению с нейтральной суспензией.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.