24) P.A. Burke. Proc. IEEE 8th VMIC, New York, (1991), p.379
25) W.O.Mara. Planarization by Chemical-Mechanical Polishing for Multilevel Metal Integrated Circuits. O.Mara & Associates, CA, USA,1994, p.27-29
26) K. Holland. CMP: Now to the Year 2006. Chemical Mechanical Planarization Symposium, Japan (1997), Ref. # 4500-104901, p.10
27) K. Yang, R.J. Gutmann, S.P.Murarka et al. Mat. Res. Soc. Symp. Proc., 337, 145 (1994)
28) C.Yu. Tungsten Polishing on an Orbital Platform Using SSW 2000 Slurry. . Chemical Mechanical Planarization Symposium, Japan (1997), Ref. # 4500-104901, p.30-65
29) K. Holland. CMP: Now to the Year 2006. Chemical Mechanical Planarization Symposium, Japan (1997), Ref. # 4500-104901, p.8
30) J.M. Steigerwald, S.P. Murarka, R.J. Gutmann Chemical Mechanical Planarization of Microelectronic Materials. 1997, p.277
31) M. Suemitsu, H. Shimoyamada, N. Miyamoto et al. J.Vac. Sci. Technol., A10, 571 (1992)
32) J.F. Wang, A.R. Sethuraman, L.M. Cook et al. Semiconductor Internftional, 18, 117 (1995).
2 Средства технологического оснащения
2.1 Технологическое оборудование химико-механической планаризации
2.1.1 Классификация оборудования химико-механической планаризации
Новая технология планаризации пластин посредством химико-механического полирования потребовала создания специального технологического оборудования ХМП. В последнее десятилетие это направление бурно развивалось, и в настоящее время объем продаж оборудования превышает 500 млн. долларов в год [1]. Производством оборудования ХМП занимается два десятка компаний; главными поставщиками являются фирмы SpeedFam-IPEC, Strasbaugh, Ebara и Applied Materials. Лидирует компания SpeedFam-IPEC, поставляющая на рынок 8 типов установок планаризации.
В общем виде оборудование ХМП можно классифицировать
- по типу (схеме) обработки,
- по количеству модулей полирования,
- по количеству одновременно обрабатываемых пластин,
- по размеру пластин,
- по наличию устройства очистки пластин после полирования.
Схема обработки обычно жестко связана с конструкцией используемого оборудования. На рынке оборудования ХМП наибольшее распостранение получили следующие схемы:
- “классическая”, связанная с вращением шпинделя и полирующей подушки [2];
- орбитальная, с вращением шпинделя и орбитальным движением полирующей подушки [2];
- линейная, с вращением шпинделя и поступательным движением полирующей подушки [3].
Классическая схема [2] применяется во многих установках ХМП. Устройство обработки (см. рисунок 2.1.1.1) состоит из полирующей руки 1, содержащей пленку-носитель 2, к которой прижимается обрабатываемая пластина 3 рабочей стороной вниз. В процессе обработки пластина 3 контактирует с эластичной полирующей подушкой 4, закрепленной на жестком диске 5. Носитель 2 и диск 5 вращаются, обычно в одном направлении. Рука 1 прижимает пластину 3 к подушке 4 и одновременно совершает колебательные движения между центром и краем диска 5. Суспензия подается в близкую к центру подушки область и за счет центробежных сил, а также вследствие перемещения руки распределяется по поверхности подушки. Наличие пор на поверхности подушки способствует захвату необходимых порций суспензии для осуществления процесса ХМП.
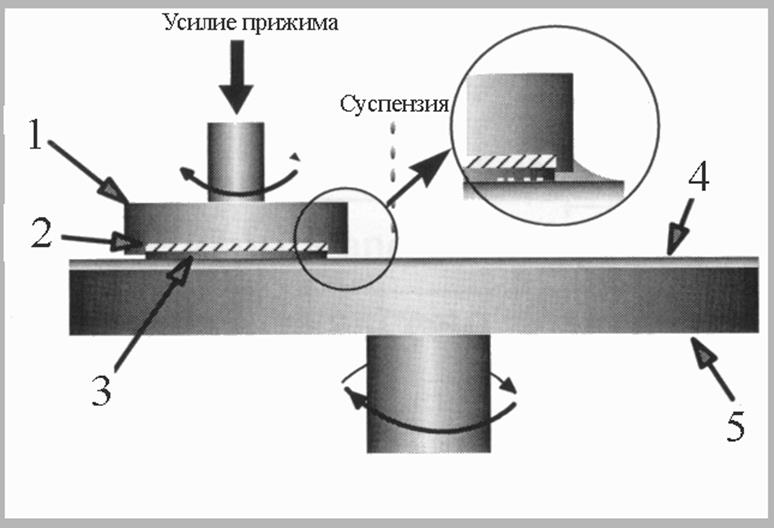
Рисунок 2.1.1.1 - Классическая схема ХМП
Недостатками этой схемы являются большая ширина неравномерно обработанной кольцевой периферийной зоны пластины, трудность равномерной подачи суспензии под подложку, чрезмерное возрастание диаметра подушки в случае полирования пластин большого диаметра.
Классическая схема заложена, например, в установке 472 фирмы SpeedFam-IPEC, в установке Mirra фирмы Applied Materials, в установке PM200 компании Peter Wolters.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.