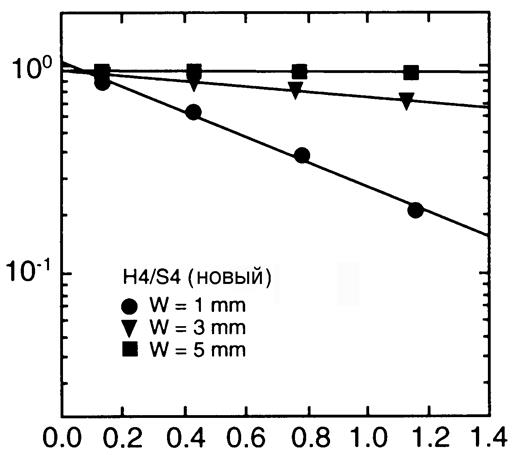
После формирования канавок и измерения их глубины профилометром, осаждают SiO2 и осуществляют планаризацию. После ХМП, поверхность снова измеряют профилометром и производят сравнение полученного профиля (глубины рельефа) с исходным. На рисунке 1.1.1.6 показана зависимость отношения глубины профиля после планаризации к глубине профиля после осаждения окисла от толщины удаленного посредством ХМП окисла [24]. Из рисунка видна явная зависимость планаризирующей способности ХМП от размера элемента. Пользуясь такой методикой, легко проводить сравнение результатов полирования при отработке технологических режимов. Однако, поскольку размеры элементов на тестовых структурах значительно превышают реальные размеры элементов топологического рисунка, то для точной оценки результатов планаризации необходимо использовать рабочие структуры.
|
Отношение глубины профиля до и после планаризации |
|
|
Толщина удаленного окисла (мкм) |
Рисунок 1.1.1.6 - Зависимость отношения глубины профиля после планаризации к глубине профиля после осаждения окисла от толщины удаленного посредством ХМП окисла
Одной из основных трудностей применения ХМП для планаризации окисла кремния является то, что это «слепой» процесс. Полирование других материалов обычно начинается с удаления обрабатываемого материала и заканчивается на границе с другим материалом. Эта граница может быть обнаружена различными методами [25]. Однако, при планаризации окисла процесс заканчивают, не достигая границы другого слоя. Очень трудно в процессе полирования определить, какое количество окисла удалено либо какая степень планаризации получена. Процесс планаризации проводят, контролируя время обработки. Поэтому ХМП окисла кремния требует особо тщательной разработки устойчивых воспроизводимых технологических процессов, обладающих, прежде всего, постоянной скоростью удаления окисла.
В заключение представим параметры нескольких реальных процессов ХМП окисла кремния (МСД), полученные фирмой IPEC на установках AvantGaard 676 и AvantGaard 776 (см. таблицу 1.1.6.1) [26].
Таблица 1.1.6.1
|
Параметры |
Процесс 1 |
Процесс 2 |
Процесс 3 |
|
Суспензия |
SS12 |
30N50pHN |
PL1501 |
|
Полирующая подушка |
IC1000 |
FX-9 |
FX-9 |
|
Скорость удаления окисла TEOS, нм/мин |
³180 |
³220 |
³200 |
|
Неравномерность по пластине диам. 200 мм , 1d, %, искл. 3мм краевую зону, после 1 мин полирования |
£5 |
£4 |
£5 |
|
Ресурс подушек, пластин/4 подушки |
³800 |
³700 |
³800 |
|
Дефектность после очистки |
<50 (>0,3 мкм) |
<70 (>0,2 мкм) |
<50 (>0,2 мкм) |
|
Степень планаризации, % |
97 |
98 |
98 |
1.1.7 Процесс химико-механической планаризации вольфрама
Процесс ХМП вольфрамовых слоев наиболее часто применяется для формирования контактов и межслойных соединений (перемычек).
Механизм удаления поверхностных слоев вольфрама заметно отличается от механизма полирования окисла кремния. Это связано, в первую очередь, с тем, что при ХМП вольфрама протекающие химические реакции играют важнейшую роль [7]. Химикаты, входящие в состав суспензии, пассивируют поверхность металла, преобразуя вольфрам в окисел вольфрама. Окисление поверхности выступающих элементов рельефа в процессе ХМП способствует увеличению скорости полирования, поскольку окисел вольфрама мягче чистого вольфрама и легко удаляется абразивными частицами эмульсии. Имеет место постоянно возобновляемый процесс образования окисла и его удаления. В то же время пассивация приводит к замедлению удаления материала в углублениях, так как слой окисла препятствует проникновению реагентов вглубь поверхностных слоев и травлению вольфрама. Благодаря этим явлениям происходит планаризация рельефной вольфрамовой пленки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.