На участках вала ротора, сопрягаемых с бронзовыми уплотнительными втулками, допускаются отдельные круговые риски и царапины глубиной до 0,2 мм с зачисткой их надфилем и шкуркой на масле без выведения. Разные задиры и натирынедопускаются; их следует выводить полностью.
На поясах вала, сопрягаемых с подшипниками качения, допускаются продольные риски глубиной до 0,2мм и шириной до 1 мм с зачисткой их без выведения.
Лабиринтные уплотнения гребешкового типа на вале ротора и рабочем колесе, выполненные из зачеканенной в канавках стальной полосы, проверяют осмотром. Смятые гребешки правят, а неподдающиеся правке и ослабшие в месте зачеканки заменяют новыми.
Вал ротора и диск рабочего колеса турбины проверяют дефектоскопом на отсутствие трещин, которые являются браковочным фактором.
Для вала ротора применяются методы дефектации такие как: люминесцентный, магнитный, технические измерение (индикатор, см. выше), проведение динамический балансировки.
Магнитные порошковые методы дефектоскопии являются неразрушающими и основаны на изменении распределения магнитных силовых линий в намагниченной детали при наличии в ней полости - дефекта с иными, чем у основной детали, ферромагнитными свойствами. Силовые линии огибают полость, при этом на ее краях образуются полюса магнита. Если дефектный район детали посыпать ферромагнитным порошком (сухой метод) или полить суспензией, то частицы, следуя за магнитными силовыми линиями, покажут очертания полости дефекта.
Наилучшая видимость достигается в том случае, когда полость расположена перпендикулярно магнитным силовым, линиям. Если же полость в виде трещины ориентирована вдоль магнитных силовых линий, то она не обнаруживается. Поэтому при намагничивании необходимо учитывать вероятную ориентацию трещин. При ожидаемом направлении трещин вдоль оси детали целесообразно применять циркулярное намагничивание (рис. 2, а), пропуская электрический ток непосредственно через деталь. Для выявления трещин, расположенных в плоскостях, перпендикулярных оси вала, желательно получить магнитное поле, силовые линии которого направлены вдоль оси. Это достигается намагничиванием в соленоиде (рис. 2, б) или с помощью электромагнита (рис. 2, в). Если одновременно применить два метода намагничивания, например циркулярный и с помощью электромагнита, то образуется спиралевидное магнитное поле (рис. 2, д). Такой метод называется комбинированным.
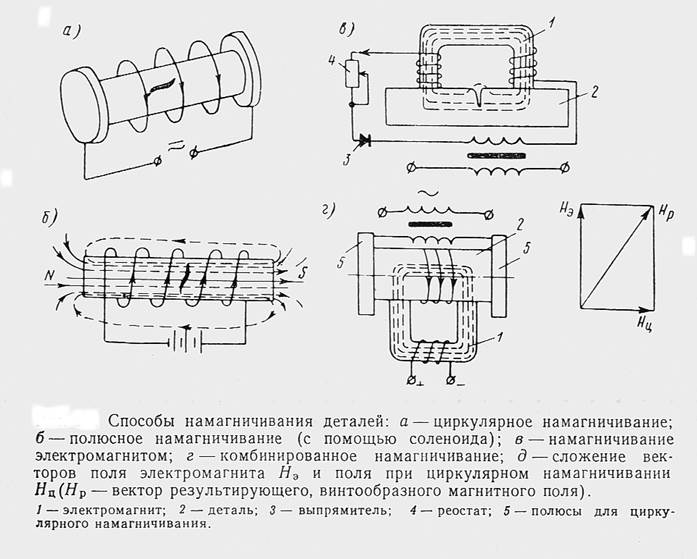
Рис. 2
Чувствительность магнитных методов дефектоскопии зависит от рода применяемого тока; большая чувствительность обеспечивается при постоянном токе.
Магнитные методы дефектоскопии наглядны и просты, однако они не позволяют обнаруживать глубоко залегающие дефекты.
Люминесцентный метод дефектоскопии является капиллярным методом, основанном на свойстве некоторых органических и неорганических веществ - люминофоров - светиться при облучении их рентгеновскими и ультрафиолетовыми лучами.
Предназначенную для дефектоскопии деталь обезжиривают, покрывают люминофором, через 5 - 10 мин промывают под струёй теплой воды и сушат теплым воздухом. Для лучшей проявляемости дефекта подготовленную деталь покрывают с помощью пульверизатора слоем адсорбента (силикагель SiO2, жженая магнезия MgO и т. д.). Порошок, адсорбируя люминофор, способствует вытягиванию его на поверхность.
В промышленных условиях облучение обычно производится ультрафиолетовыми лучами, генерируемыми ртутными лампами. Детали осматривают в затемненном помещении. Лампа снабжена экраном, не прозрачным для видимого света и прозрачным для ультрафиолетовых лучей (рис. 3).
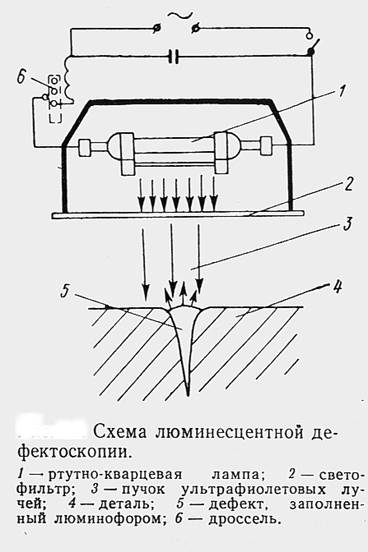
Рис. 3
С помощью люминесцентной дефектоскопии удается обнаруживать дефекты с раскрытием у поверхности до 0,002 - 0,003 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.