Карта технологического процесса изготовления стенки горизонтальной для тумбы представлена в таблице 9.
Таблица 9 – Технологическая карта изготовления стенки горизонтальной для тумбы
|
|
Наименование детали Стенка горизонтальная |
|||||||||
|
Число на изделие 1 |
||||||||||
|
Порода древесины мебельный щит из сосны |
||||||||||
|
Размеры детали в заготовке, мм Д 718 Ш 350 Т 22 |
||||||||||
|
Размеры детали в чистоте, мм Д 698 Ш 320 Т 22 |
||||||||||
|
Объем детали, м3 в чистоте в заготовке |
||||||||||
|
Наименование операции |
Размеры после обработки, мм |
Наименование |
Метод контроля (шаблон, калибр) |
Разряд работы |
Норма выработки в смену, шт |
Длительность, мин |
||||
|
длина |
ширина |
толщина |
Оборудования или рабочего места |
инструмента, приспособления |
на деталь |
на изделие |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Торцовка досок на черновые заготовки |
2 |
ЦКБ-40 |
Дисковая пила |
|||||||
|
Продольный раскрой заготовок |
ЦДК5-4 |
Дисковая пила |
||||||||
|
Формирование прямоугольного сечения у заготовок |
Weinig |
фреза |
||||||||
|
Выборка дефектных мест |
ЦТР-05 |
Дисковая пила |
||||||||
|
Контроль качества |
РМ |
визуально |
||||||||
|
Сращивание заготовок по длине |
- |
- |
- |
PSK 4500 |
IV |
|||||
|
Обработка сращенных досок |
- |
- |
- |
Beaver 312 |
V |
|||||
|
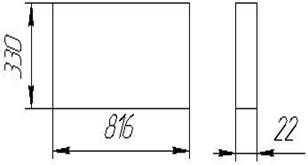
Склеивание и прессование заготовок в щит |
814 |
330 |
22 |
Пресс ТН6, Веерная вайма ИУ-16 |
Клей |
V |
||||
|
Раскрой щита в размер |
814 |
330 |
22 |
Ц-6 |
Пила круглая |
линейка |
IV |
|||
|
Шлифование поверхности |
814 |
330 |
22 |
ШлПС-5 |
шкурка |
калибр |
III,IV |
|||
|
Контроль качества |
814 |
330 |
22 |
РМ |
Линейка, визуально |
VI |
||||
Карта технологического процесса изготовления крышки для тумбы представлены в таблице 10.
Таблица 10 – Технологическая карта изготовления крышки для тумбы
|
|
Наименование детали Крышка тумбы |
|||||||||
|
Число на изделие 1 |
||||||||||
|
Порода древесины мебельный щит из сосны |
||||||||||
|
Размеры детали в заготовке, мм Д 718 Ш 350 Т 22 |
||||||||||
|
Размеры детали в чистоте, мм Д 698 Ш 320 Т 22 |
||||||||||
|
Объем детали, м3 в чистоте в заготовке |
||||||||||
|
Наименование операции |
Размеры после обработки, мм |
Наименование |
Метод контроля (шаблон, калибр) |
Разряд работы |
Норма выработки в смену, шт |
Длительность, мин |
||||
|
длина |
ширина |
толщина |
Оборудования или рабочего места |
инструмента, приспособления |
на деталь |
на изделие |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Торцовка досок на черновые заготовки |
2 |
ЦКБ-40 |
||||||||
|
Продольный раскрой заготовок |
ЦДК5-4 |
|||||||||
|
Формирование прямоугольного сечения у заготовок |
Weinig |
|||||||||
|
Выборка дефектных мест |
ЦТР-05 |
|||||||||
|
Контроль качества |
РМ |
|||||||||
|
Сращивание заготовок по длине |
- |
- |
- |
PSK 4500 |
IV |
|||||
|
Обработка сращенных досок |
- |
- |
- |
Beaver 312 |
V |
|||||
|
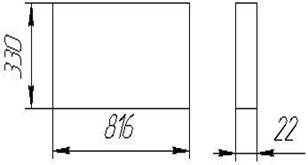
Склеивание и прессование заготовок в щит |
814 |
330 |
22 |
Пресс ТН6, Веерная вайма ИУ-16 |
Клей |
V |
||||
|
Раскрой щита в размер |
814 |
330 |
22 |
Ц-6 |
Пила круглая |
линейка |
IV |
|||
|
Шлифование поверхности |
814 |
330 |
22 |
ШлПС-5 |
шкурка |
калибр |
III,IV |
|||
|
Контроль качества |
814 |
330 |
22 |
РМ |
Линейка, визуально |
VI |
||||
Карта технологического процесса изготовления двери для тумбы представлены в таблице 11.
Таблица 11 – Технологическая карта изготовления двери для тумбы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.