|
Наименование сборочной единицы, детали |
Наименование шлифовальной шкурки (основы) |
Способ шлифования |
Количество деталей, шт. |
Количество шлифуемых поверхностей шт. |
Размеры шлифуемых поверхностей, мм |
Площадь шлифования пластей щитов, м |
|
|
длина |
ширина |
||||||
|
Стенка вертикальная |
Шкурка тканевая |
ШлПС-5 |
2 |
4 |
800 |
315 |
1,008 |
|
Стенка горизонтальная |
Шкурка тканевая |
ШлПС-5 |
1 |
2 |
630 |
315 |
0,3969 |
|
Дверь |
Шкурка тканевая |
ШлПС-5 |
2 |
4 |
750 |
315 |
0,945 |
|
крышка |
Шкурка тканевая |
ШлПС-5 |
1 |
2 |
630 |
315 |
0,3969 |
|
Итого: 2,7468 |
|||||||
Расчёт норм расхода шлифовальной шкурки на изготовление комплекта щитов для тумбы представлен в таблице 7.
Таблица 7 – Расчёт норм расхода шлифовальной шкурки
|
Вид и материал шлифуемой поверхности |
Способ шлифования |
Площадь шлифования, м2 |
Норматив расхода шлифовальной шкурки, м2/м2 |
Норма расхода шлифовальной шкурки, м2 |
Норма расхода на программу, м2 |
|
№ зернистости |
|||||
|
6 |
|||||
|
Комплект щитов |
ШлПС-5 |
2,7468 |
1,06 |
2,911608 |
75783,333 |
2.4.3 Расчет норм расхода клеевых материалов
|
Наименование сборочной единицы |
Наименование материала, на который наносится клей |
Наименование клеевого материала, марка |
Способ нанесения клея |
Способ склеивания |
Группа сложности |
Количество деталей в изделии, штук |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1.Щит клееный 1.1 Делянка |
Строганая доска |
Rakoll EWB0301 |
12 |
|||
|
1.1.1 Заготовка |
Обрезная доска |
Rakoll EWB0301 |
11 |
|||
|
2. Щит клееный |
||||||
|
2.1 Делянка |
Строганая доска |
Rakoll EWB0301 |
10 |
|||
|
2.1.1 Заготовка |
Обрезная доска |
Rakoll EWB0301 |
7 |
|||
|
2.1.2 Заготовка |
Обрезная доска |
Rakoll EWB0301 |
1 |
|
Количество склеиваемых поверхностей, штук |
Размеры поверхностей заготовки, на которые наносится клей, мм |
Площадь поверхностей склеивания, м2 |
Норматив расхода клея, кг/м2 |
Норма расхода клея на одно изделие, кг |
Норма расхода клея на программу, кг |
|
|
длина |
толщина |
|||||
|
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
11 |
2465 |
22 |
0,597 |
0,130 |
0,078 |
3208,92 |
|
10 |
225 |
27 |
0,06075 |
0,160 |
0,00972 |
399,88 |
|
9 |
1650 |
22 |
0,3267 |
0,130 |
0,042 |
1646,57 |
|
6 |
225 |
27 |
0,0365 |
0,160 |
0,0058 |
227,38 |
|
1 |
75 |
27 |
0,0020 |
0,160 |
0,00032 |
12,55 |
2.5 Составление карт технологического процесса и маршрутной схемы
Карта технологического процесса изготовления стенки вертикальной для тумбы представлена в таблице 8.
Таблица 8 – Технологическая карта изготовления стенки вертикальной для тумбы
|
|
Наименование детали Стенка вертикальная |
|||||||||
|
Число на изделие 2 |
||||||||||
|
Порода древесины мебельный щит из сосны |
||||||||||
|
Размеры детали в заготовке, мм Д 820 Ш 335 Т 27 |
||||||||||
|
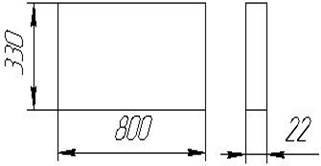
Размеры детали в чистоте, мм Д 800 Ш 315 Т 22 |
||||||||||
|
Объем детали, м3 в чистоте 0,005544 в заготовке 0,007417 |
||||||||||
|
Наименование операции |
Размеры после обработки, мм |
Наименование |
Метод контроля (шаблон, калибр) |
Разряд работы |
Норма выработки в смену, шт |
Длительность, мин |
||||
|
длина |
ширина |
толщина |
Оборудования или рабочего места |
инструмента, приспособления |
на деталь |
на изделие |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Торцовка досок на черновые заготовки |
2000 |
320 |
27 |
ЦКБ-40 |
Пилы дисковые |
IV |
||||
|
Продольный раскрой заготовок |
2000 |
71 |
27 |
ЦДК5-4 |
Пилы дисковые |
IV |
||||
|
Формирование прямоугольного сечения у заготовок |
2000 |
Weinig |
фрезы |
V |
||||||
|
Выборка дефектных мест |
ЦТР-05 |
Пилы дисковые |
IV |
|||||||
|
Контроль качества |
РМ |
V |
||||||||
|
Сращивание заготовок по длине |
- |
- |
- |
PSK 4500 |
IV |
|||||
|
Обработка сращенных досок |
- |
- |
- |
Beaver 312 |
V |
|||||
|
Склеивание и прессование заготовок в щит |
- |
- |
- |
Пресс УСЩ2-2, Веерная вайма ИУ-16 |
Клей |
V |
||||
|
Раскрой щита в размер |
800 |
330 |
22 |
Ц-6 |
Пила круглая |
линейка |
IV |
|||
|
Шлифование пласти |
800 |
330 |
22 |
ШлПС-5 |
шкурка |
калибр |
III,IV |
|||
|
Контроль качества |
800 |
330 |
22 |
РМ |
Линейка, визуально |
VI |
||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.