3 Организация работы участка по ремонту автосцепного оборудования вагонов
3.1 Технология ремонта и оборудование участка по ремонту автосцепного оборудования вагонов
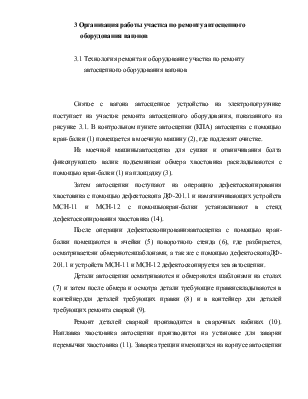
Снятое с вагона автосцепное устройство на электропогрузчике поступает на участок ремонта автосцепного оборудования, показанного на рисунке 3.1. В контрольном пункте автосцепки (КПА) автосцепка с помощью кран-балки (1) помещается в моечную машину (2), где подлежит очистке.
Из моечной машиныавтосцепка для сушки и отвинчивания болта фиксируюшего валик подъемникаи обмера хвостовика раскладываются с помощью кран-балки (1) на площадку (3).
Затем автосцепки поступают на операцию дефектоскопирования хвостовика с помощью дефектоскопа ДФ-201.1 и намагничивающих устройств МСН-11 и МСН-12 с помошьюкран-балки устанавливают в стенд дефектоскопирования хвостовика (14).
После операции дефектоскопированияавтосцепка с помощью кран-балки помещаются в ячейки (5) поворотного стенда (6), где разбирается, осматриваетсяи обмеряютсяшаблонами, а так же с помощью дефектоскопаДФ-201.1 и устройств МСН-11 и МСН-12 дефектоскопируется зев автосцепки.
Детали автосцепки осматриваются и обмеряются шаблонами на столах (7) и затем после обмера и осмотра детали требующие правкискладываются в контейнердля деталей требующих правки (8) и в контейнер для деталей требующих ремонта сваркой (9).
Ремонт деталей сваркой производится в сварочных кабинах (10). Наплавка хвостовика автосцепки производится на установке для заварки перемычки хвостовика (11). Заварка трещин имеющихся на корпусе автосцепки и наплавка изношенных частей корпуса автосцепки и наплавка изношенных частей корпусапроизводится в сварочной кабине (10) на кантавателе для автосцепок (12), с помощью полувагона (13).
После ремонта сваркой детали складывают в контейнер для деталей отремонтированных сваркой (14). Корпуса автосцепок детали отремонтированные сваркой обрабатывается на фрезерном станке, сверлильном станке (19), поперечно-строгальном станке (20) и при помощи нождачно-заточного станка(21). Обработка отверстий под валик подъемника осуществляется ручным трудом с применением пневматической бор машины.
После обработкиавтосцепка собирается, обмеряется и с помощью кран- балки (1) помещается в кассеты для автосцепок (22) после чего вывозится в сборочный участок для постановки на вагон.
Тяговый хомут с фрикционным аппаратомна электропогрузчике поступает в КПА, где с помощью кран-балки (1) помещается в моечную машину для тяговых хомутов (25) после чего тяговый хомут обмеряется, дефектоскопируется на столах для ремонта упряжного устройства (26). Тяговые хомуты, требующие ремонта сваркой ремонтируются на столесварщика (28) с помощью полуавтомата(13).
Поглощающие аппаратыс помощью прессов для сжатия поглощающих аппаратов (27) раскомплектовываются на столах (26) обмеряются осматриваются, неисправные детали заменяются на новые или отремонтированные. Далее поглощающий аппарат собирается и сжимается в прессах (27) до установленных размеров .
После ремонта на столах (26) упряжное устройство комплектуется ис помощью кран-балки (1) помещаются в кассету для упряжного устройства(23).
Дефектоскопирование мелких деталей производится на столе дефектоскописта(29) с помощью дефектоскопа (30).
Испытание стяжных болтов производится на стенде (31) на растяжение.
Окраска автосцепки и упряжного устройства производится на площадки для окраски (24).
Оборудование, применяемое в КПА при данной технологии ремонта автосцепного устройства вагонов, перечислено в таблице 3.1.
Таблица 3.1-Оборудование для ремонта автосцепного устройства.
|
Наименование |
Модель, проект ПКБЦВ |
|
Станок фрезерный |
6Н13П |
|
Станок поперечно-строгаьный |
7М36 |
|
Станок сверлильный |
2А-125 |
|
Дефектоскоп |
ДФ-201.1 |
|
Намагничивающие устройства |
МСН-11, МСН-12 |
|
Сварочный выпрямитель |
ТДС-1000-4 |
|
Сварочный полуавтомат |
ПДО-517-У3 |
|
Кран-балка |
0,5Т |
|
Стенд поворотный для автосцепок |
|
|
Кантователь для автосцепок |
Т52 |
|
Приспособление для наплавки деталей |
РП34.00СБ |
|
Приспособление для приварки полочки в корпусе автосцепки |
Т593.00 |
|
Приспособление для обработки замыкающей части замка |
Т591.00 |
|
Стенд испытаний на растяжение |
|
|
Приспособление для обработки овального отверстия |
К264.00 |
|
Приспособление для обработки валика подъемника |
Т500.00СБ |
|
Пресс для сжатия поглощающих аппаратов |
|
|
Приспособление для обработки предохранителя |
ВТ-434-58 |
|
Установка для заварки перемычки хвостовика |
Т682.00 |
Расчет численности
рабочих участка по ремонту автосцепного оборудования производится из объема
работ производимого на участке, то есть автосцепных устройств ремонтируемых в
КПА составляющих  =10236 устройств и
трудоемкости ремонта.
=10236 устройств и
трудоемкости ремонта.
Трудоемкость ремонта автосцепного оборудования вагоновсогласно типовыхнорм времени на ремонт автосцепного оборудования при существующем методе ремонта указаны в таблице 3.2.
Таблица 3.2 – Трудоемкость ремонта автосцепного оборудования при стационарном методе ремонта.
|
Профессия |
Объем ремонта |
Трудоемкость, Человек |
|
Слесарь РПС |
Автосцепка, тяговый хомут, поглощающий аппарат |
2.1 |
|
Электросварщик |
Стяжной болт, автосцепка, тяговый хомут, поглощающий аппарат, центрирующая балочка |
1.17 |
|
Дефектоскопист |
Клин тягового хомута, автосцепка, тяговый хомут, стяжной болт, маятниковая подвеска |
0.706 |
![]() Расчет явочного количества рабочих КПА
Расчет явочного количества рабочих КПА ![]() , чел, производим по формуле
, чел, производим по формуле
 (3.1)
(3.1)
где - годовая программа ремонта
автотормозного оборудования, =10236 авт.устр;
Н - трудоемкость ремонта одного автосцепного устройства,чел.-ч;
 - годовой фонд времени одного
работника, час, равный =1992часа.
- годовой фонд времени одного
работника, час, равный =1992часа.
Списочный состав рабочих КПА Rсп, чел, определяется по формуле
 (3.2)
(3.2)
где ![]() -
коэффициент замещения. Равный
-
коэффициент замещения. Равный ![]() =1.12
=1.12
Результаты расчета явочного и списочного контингента рабочих в КПА произведенных по формулам (3.1)и (3.2) сведены в таблицу 3.3
Таблица 3.3 – Расчет списочного и явочного контингента рабочих в КПА.
|
Профессия |
Явочный состав,чел |
Списочный состав,чел |
|
Слесарь РПС Электросварщик Дефектоскопист Бригадир |
11 6 4 3 |
12 7 4 3 |
|
итого |
24 |
26 |
Так как в КПА применяется трехсменный режим работы, то в каждой смене принимаем по одному бригадиру. Бригадир определяет объем работ, производит осмотр и обмер шаблонами корпуса автосцепки и устройства на вагоне. Производит контроль за проведением работ, производит выборочный контроль отремонтированных деталей автосцепки. Контролирует выполнение требований инструкции ЦВ 4006 при ремонте упряжного устройства. Осуществляет контроль за соблюдением требований РТМ32ЦВ-201 по сварочно-наплавочным работам, контролирует размеры корпуса и деталей автосцепки после технической обработки шаблонами в соответствии с Инструкцией ЦВ-4006.
Ведет учетную документацию отремонтированных автосцепок, проводит регулярно технические занятия согласно плана.
Данная технология ремонта автосцепного оборудования вагонов усложняет процесс ремонта, так как существуют противопотоки, большое количество операций выполняется в ручную, увеличивается время ремонта, на транспортных операциях исходя из этого, увеличивается трудоемкость.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.