де, Т3 =274Н∙м – обертовий момент на валу;
dK2=50мм – діаметр під зубчастим колесом;
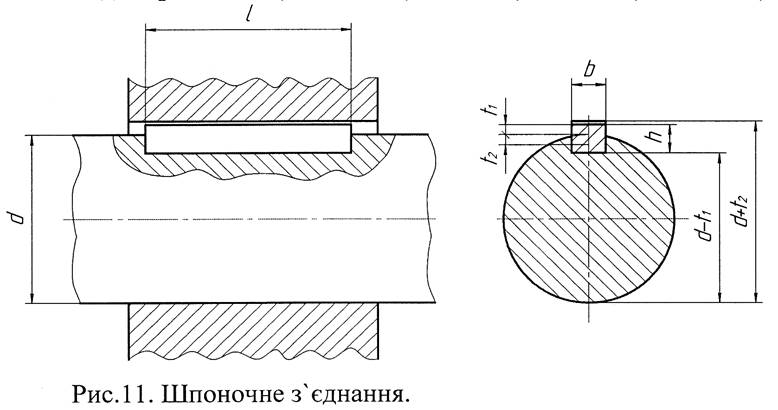
h= 9 мм – висота шпонки, табл. 8.9 ![]() ;
;
t1= 4,0мм – глибина пазу на валу,
табл. 8.9 ![]() ;
;
lшп= 60мм – довжина шпонки, табл.
8.9 ![]() ;
;
b=16мм – ширина шпонки, табл.
8.9 ![]() ;
;
![]() -
при навантаженні з невеликими коливаннями.
-
при навантаженні з невеликими коливаннями.
![]()
Кінцево приймаємо шпонку ![]() ГОСТ
23360-78.
ГОСТ
23360-78.
11.2. Перевіряємо шпонкове з’єднання веденого валу редуктора і втулково-пальцьової напівмуфти:
dв2=40мм – діаметр вихідного кінця валу;
h=7мм – висота шпонки, табл.
8.9 ![]() ;
;
t1=4,0 мм – глибина пазу на валу,
табл. 8.9 ![]() ;
;
l= 100
мм – довжина шпонки, табл. 8.9 ![]() ;
;
b=12 мм – ширина шпонки, табл.
8.9 ![]() ;
;
![]() ,
для стальної маточини;
,
для стальної маточини;
![]()
На вал під зірочку приймаємо шпонку ![]() ГОСТ
23360-78.
ГОСТ
23360-78.
12.3. Перевіряємо шпонкове з’єднання ведучого валу із шківом пасової передачі:
![]()
![]()
Кінцево приймаємо шпонку ![]() ГОСТ
23360-78.
ГОСТ
23360-78.
|
![]() 12. Мащення зубчастих коліс і підшипників кочення.
12. Мащення зубчастих коліс і підшипників кочення.
14.1.Для тихохідних і середньошвидкісних редукторів мащення зубчастого зачеплення здійснюється зануренням зубчастого колеса у масляну ванну картера.
14.2. Вибір мастила.
За табл.10.8.[5] встановлюємо в 'язкість мастила. При контактній напрузі σн=400 МПа та коловій швидкості V= 2,4 м/с, рекомендуємо в 'язкість мастила 34∙10-6 м2/с.
За табл. 10.10.[5] приймаємо масло індустріальне І-З0А.
Необхідний об΄єм масла визначаємо за формулою:
Об’єм масла визначаємо за формулою :
V≈ 0,5· P2 = 0,5 · 4,18 = 2,39 л.
14.3.При коловій швидкості V= 2,4 м/с підшипники редуктора не будуть змащуватись за рахунок масляного туману, який виникає при роботі зубчастих коліс редуктора, тому для мащення підшипників приймаємо консистентне мастило – солідол синтетичний ( солідол С ) ГОСТ 4366-76, температура експлуатації якого -20….+65оС.
![]() 13. Складання редуктора.
13. Складання редуктора.
Перед складанням внутрішню порожнину корпуса і кришки редуктора ретельно очищують і покривають маслостійкою фарбою, зазвичай червоного кольору.
Складання виконують у відповідності із складальним кресленням редуктора, починаючи з вузлів валів.
На ведучий вал-шестерню встановлюютьмазезатримуючі кільця, потім шарикопідшипники попередньо нагріті у маслі до температури 80-100 °С.
Ведений вал. У шпоночний паз веденого вала встановлюється шпонка ГОСТ 23360-78 і напресовується зубчасте колесо до упору бурт вала. Далі надівається розпірне кільце, мазезатримуючі кільця і встановлюються шарикопідшипники попередньо нагріті у маслі.
На вихідні кінці валів встановлюють і кришки з гумовими манжетами.
Зібрані вали встановлюють у картер корпуса редуктора, встановлюють кришку корпуса, покриваючи попередньо площини поясів спиртовим лаком. Для центровки встановлюють кришку на корпус за допомогою двох конічних штифтів. Після чого затягують болти, які кріплять кришку до корпуса.
Перевіряють прокручуванням валів. Відсутність заклинання підшипників (вали повинні прокручуватись від руки).
Вкручують пробку маслоспускного отвору з прокладкою із масло стійкої гуми і встановлюють жезловий маслопокажчик. Заливають у корпус масло, встановлююють кришку оглядового отвору і затягують болтами.
У вихідні кінці валу закладають шпонки.
Зібраний редуктор піддають випробуванню на стенді за програмою, яка встановлюється технічними умовами.
![]() Література
Література
1. Аркуша А.М., Фролов М. "Техническая механика" М., 1983 г.
2. Дунаев П.Ф., Летиков О.П. "Детали машин. Курсовое прожтирование" М.,1981г.
3. КуклинН.Г., КуклинаГ.С. "Детали машин"М., 1987г.
4. Устюгов "Детали машин" М., 1981 г.
5. Чернавский С.А. "Курсовое прожтирование деталей машин" М., 1987 г.
6. ЧернилевскийД.В., Павленко В.С., Любин М.В. "Техническая механика" М., 1983 г.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.