Матеріал для опор і твердість визначають в залежності від базових поверхонь і габаритів обробляємої деталі.
Основним матеріалом для постійних і змінних установочних пальців є сталь У8А, HRCэ 58…62, загартування.
Опори регулюючі виготовляють із сталі 20Х твердість HRCэ52…63
Призми опорні - сталі 20Х - цементація h 0,8…1,2 HRCэ52…63
Опори шарові ст 45 HRCэ 38…42
Опори постійні : сталь У7А при D<12;
сталь 20Х HRCэ 52…63 цементація h 0,8…1,2 при D >12
сталь 45 HRCэ 42…48 для опор нарізних при D>12
Пластини: сталь 20Х цементація h 0,8…1,2 HRCэ52…63
Класифікація установчих елементів пристосування
Опори основні бувають: постійні, регульовані, та плаваючі.
Постійні – це опорні пальці, штирі та пластини :
Для необроблених поверхонь застосовують штирі з нарізною поверхнею, яка забезпечує надійне зчеплення з заготовкою.
Для оброблених поверхонь застосовують опори з плоскою поверхнею
Сферичні (кульові)поверхні мають більший знос але забезпечують опору заготовці завжди в визначеній площині. Використовують для оброблених і необроблених поверхонь.
Там де треба пересувати заготовку по поверхні пристосування застосовують пластини (плоскі) або з похилими пазами, які мають нахил 450 і глибину 1-3 мм.
Плоскі пластини закріпляють на стійках пристосувань
Установчі опори (пальці, штирі) запресовують в корпус пристосування
|
|
|
|
|
|
Опорні штирі і пластини повинні виступати над корпусом пристосування, щоб їх не засмічувала стружка.
![]()
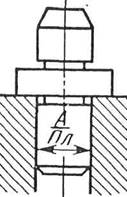
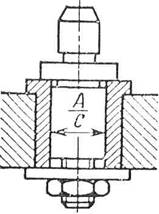
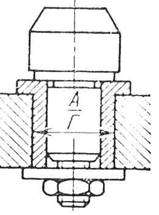
Для базування заготовок з необроблюваною плоскою головною базуючою поверхнею інколи замість указаних опор застосовують регульовані опори, щоб була можливість змінити висоту опор відповідно до величини припуску у заготовок різних партій.
Регульовані опори можуть бути як основні так і допоміжні.
Рисунок 2 - Приклади конструкцій і установки заготовок на регульовані опори
Допоміжні опори використовують для збільшення стійкості та жорсткості заготовок в процесі обробки.
Бувають самовстановлюючі, плаваючі та підводящі опори.
![]()
![]()
![]()
Рисунок 3 - Самовстановлюючі основні опори : 1,2- жорсткі опорні штирі, 3,4 – плаваючі опори, 5- плаваючий елемент з двома (трьома) точками А,Б,В
Підводящі опори – механізовані (переміщення за допомогою механізованого приводу).
Опори для встановлення заготовок зовнішніми і внутрішніми поверхнями обертання
Установку заготовок по зовнішнім циліндричним поверхням проводять в опорних призмах, втулках, кільцях і самоцентруючих патронах.
При встановленні заготовки отворами - застосовують установочні пальці – циліндричні та зрізані.
Призми –
для циліндричних поверхонь. Робоча поверхня призми розташована одна відносно
одної під кутом ![]()
Для точної установки призми на корпусі її з’єднують штифтами і закріплюють гвинтами.
Виготовляють робочі поверхні дуже точно.
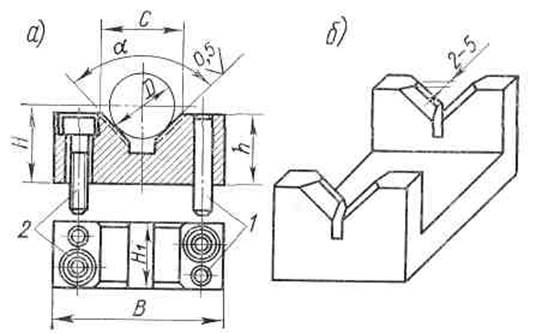
Рисунок 4 - Установочні призми: а – цільні призми – для установки невеликих валів – 1 – штифти, 2 – гвинти; б – вузькі призми – для установки довгих або ступінчатих валів
Основними розмірами призми є – В, Н, C, h, які приймаються конструктивно, і кут α. Розмір С - потрібен для розмітки і її чорнової обробки, а розміри Н і h – для остаточного контролю призми.
Відстань Н між віссю вала, який встановлено в призму, і основою призми міняється в залежності від допуску на діаметр D вала і кута α;
при ![]() залежність між розмірами
C, Н і h визначається по формулі :
залежність між розмірами
C, Н і h визначається по формулі :
H = h + 0,707D - 0.5C
Допустимі навантаження по вимогам контактної точності.
Q = 0,7·b·D
де b– довжина контакту заготовки з призмою,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.