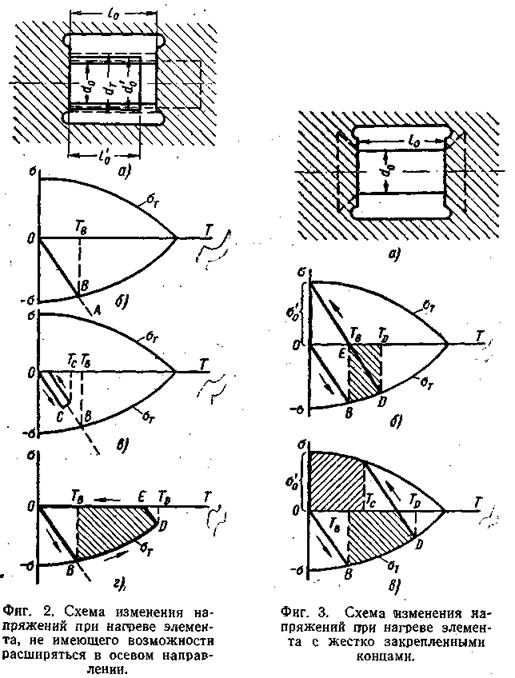
 точки Е (фиг. 3, б)
дальнейшее снижение температуры вызывает возникновение в нем напряжений
растяжения, причем линия роста растягивающих напряжений будет продолжением
линии уменьшения сжимающих. Полное охлаждение элемента вызывает, таким образом,
возникновение в нем остаточных напряжений растяжения, которые определяются
ординатой ст0\ г,- При нагреве элемента до более высоких температур с последующим
его охлаждением, как это показано на фиг. 3, в, напряжения растяжения в
определенный момент достигают значения предела текучести. Дальнейшее охлаждение
элемента вызывает рост напряжений вместе с пределом текучести, а после полного
охлаждения в элементе будут остаточные напряжения растяжения, равные пределу
текучести при нормальной температуре. Нагрев и охлаждение элемента при
двухосном его закреплении не вызывает принципиального изменения разобранной схемы
образования остаточных напряжений. Меняется только характер напряженного состояния
(плоское вместо линейного). Принципиально отличное прохождение температурного
цикла может быть в случае нагрева и охлаждения элемента, закрепленного по трем
взаимно-перпендикулярным осям. В этом случае вследствие образования объемного
напряженного состояния пластические деформации могут быть затруднены или
исключены. В случае равенства напряжений (по величине и знаку) по всем трем
осям пластические деформации отсутствуют полностью.
точки Е (фиг. 3, б)
дальнейшее снижение температуры вызывает возникновение в нем напряжений
растяжения, причем линия роста растягивающих напряжений будет продолжением
линии уменьшения сжимающих. Полное охлаждение элемента вызывает, таким образом,
возникновение в нем остаточных напряжений растяжения, которые определяются
ординатой ст0\ г,- При нагреве элемента до более высоких температур с последующим
его охлаждением, как это показано на фиг. 3, в, напряжения растяжения в
определенный момент достигают значения предела текучести. Дальнейшее охлаждение
элемента вызывает рост напряжений вместе с пределом текучести, а после полного
охлаждения в элементе будут остаточные напряжения растяжения, равные пределу
текучести при нормальной температуре. Нагрев и охлаждение элемента при
двухосном его закреплении не вызывает принципиального изменения разобранной схемы
образования остаточных напряжений. Меняется только характер напряженного состояния
(плоское вместо линейного). Принципиально отличное прохождение температурного
цикла может быть в случае нагрева и охлаждения элемента, закрепленного по трем
взаимно-перпендикулярным осям. В этом случае вследствие образования объемного
напряженного состояния пластические деформации могут быть затруднены или
исключены. В случае равенства напряжений (по величине и знаку) по всем трем
осям пластические деформации отсутствуют полностью.
Как следствие, из вышеизложенного можно сделать вывод о том, что остаточные напряжения в металле, образовавшиеся/в результате температурных деформаций, равны по величине и обратны по знаку напряжениям, исчезнувшим в процессе температурного цикла вследствие протекавших в металле пластических деформаций.
Изменение характера напряженного состояния металла в; процессе сварки проанализировано в работе Т. Сухара [111]. Последний наблюдал за изменениями линий Чернова — Людерса,. появляющихся на отполированной поверхности пластины при заваривании ее центрального отверстия.
СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ В МЕТАЛЛЕ ШВА И В ЗОНАХ ТЕРМИЧЕСКОГО ВЛИЯНИЯ КАК ИСТОЧНИК ВОЗНИКНОВЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИИ
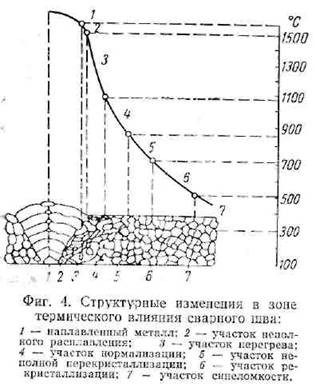 Нагрев металла при сварке до
высоких температур вызывает, кроме объемных температурных изменений,
структурные превращения в зоне, непосредственно прилегающей к сварному шву.
Эта. зона различна для разных режимов и способов сварки (от 20—25 мм при
электродуговой до 80 мм при газовой сварке). Она носит название «зоны
термического влияния». В этой зоне протекают различные термические процессы в
зависимости от температур нагрева отдельных участков металла. Обычно зону
термического влияния делят условно на шесть следующих участков: 1) неполного
расплавления, 2) перегрева, 3) нормализации, 4) неполной перекристаллизации,
5) рекристаллизации и 6) синеломкости. Температуры, соответствующие
перечисленным участкам, представлены на фиг. 4 [19]; такое деление является
схематичным. Однако оно удобно, для того чтобы представить себе хотя бы
упрощенную картину структурных превращений, происходящих в зоне термического
влияния.
Нагрев металла при сварке до
высоких температур вызывает, кроме объемных температурных изменений,
структурные превращения в зоне, непосредственно прилегающей к сварному шву.
Эта. зона различна для разных режимов и способов сварки (от 20—25 мм при
электродуговой до 80 мм при газовой сварке). Она носит название «зоны
термического влияния». В этой зоне протекают различные термические процессы в
зависимости от температур нагрева отдельных участков металла. Обычно зону
термического влияния делят условно на шесть следующих участков: 1) неполного
расплавления, 2) перегрева, 3) нормализации, 4) неполной перекристаллизации,
5) рекристаллизации и 6) синеломкости. Температуры, соответствующие
перечисленным участкам, представлены на фиг. 4 [19]; такое деление является
схематичным. Однако оно удобно, для того чтобы представить себе хотя бы
упрощенную картину структурных превращений, происходящих в зоне термического
влияния.
Так как для каждого участка характерен определенный (отличный от соседнего участка) температурный цикл, то возможно образование в смежных участках структур, отличающихся по параметрам кристаллической решетки и по удельному объему. Разница в удельных объемах и может служить причиной появления остаточных напряжений в сварном соединении. Эти напряжения носят название структурных остаточных напряжений. Структурные напряжения
 При остывании распад
аустенита в низкоуглеродистой стали происходит примерно при тех же
температурах, что и его образование, т. е. при температурах выше 600° С, а
потому и это превращение, связанное с увеличением объема, не вызывает
образования напряжений (фиг. 5, кривая 2).
При остывании распад
аустенита в низкоуглеродистой стали происходит примерно при тех же
температурах, что и его образование, т. е. при температурах выше 600° С, а
потому и это превращение, связанное с увеличением объема, не вызывает
образования напряжений (фиг. 5, кривая 2).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.