Проведенные эксперименты подтвердили возможность применения метода наплавленных датчиков, при определении остаточных напряжений при сварке закаливающихся сталей. Точность предложенного метода практически такая же, как и рентгенографического при измерении напряжений в незакаливающихся сталях (±5 кГ/мм2). Большое достоинство этого метода — возможность определять изменения напряжений в металле в процессе отдыха после закалки, т. е. определять роль релаксации напряжений в изменении свойств сварных соединений во времени.
 Химические. К. химическим методам определения остаточных
напряжений относятся различного рода травления. Этими методами можно лишь
качественно определить остаточные напряжения в тонких поверхностных слоях
изделий. В основе группы химических методов лежит явление так называемой
коррозии: (т. е. растрескивания) под напряжением, где роль силового фактора
играют остаточные напряжения. Сущность этих методов обусловливает возможность
определения лишь остаточных напряжений растяжения (так как в противном случае
не будет растрескивания).
Химические. К. химическим методам определения остаточных
напряжений относятся различного рода травления. Этими методами можно лишь
качественно определить остаточные напряжения в тонких поверхностных слоях
изделий. В основе группы химических методов лежит явление так называемой
коррозии: (т. е. растрескивания) под напряжением, где роль силового фактора
играют остаточные напряжения. Сущность этих методов обусловливает возможность
определения лишь остаточных напряжений растяжения (так как в противном случае
не будет растрескивания).
Л. А. Гликман [20] приводит следующий перечень агрессивных сред, которые используются при определении остаточных напряжений в различных металлах: для углеродистых и низколегированных сталей — слабые водные растворы синильной кислоты; для углеродистых сталей в закаленном состоянии — слабые растворы серной кислоты; для некоторых нержавеющих, сталей аустенитного класса — растворы хлористых металлов (MgCl2, ZnCl2, LiCl); для высокохромистых нержавеющих сталей — 50%-ный водный раствор соляной кислоты с добавкой 1%-нрй двуокиси селена Se02. B. Радекер [108], использовав закономерность образования коррозионных трещин при травлении образца в 60%-ном растворе нитрата CaNH4, исследовал распределение остаточных напряжений при наплавке валиков на пластину.
Выводы. В настоящее время достигнуты значительные успехи в теоретическом и экспериментальном методах определения остаточных напряжений, возникающих при сварке. Однако существующие теоретические методы в большинстве случаев громоздки и имеют ограниченное применение. Экспериментальные методы очень разнообразны и позволяют с достаточной точностью и полнотой определять распределение остаточных сварочных напряжений. Иногда, исходя из необходимости получать более полную картину распределения напряжений или из специфических особенностей той или иной детали, целесообразно применять комбинированные методы.
ПРИМЕРЫ РАСПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ И КОНСТРУКЦИЯХ
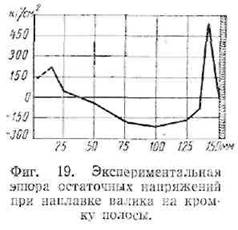
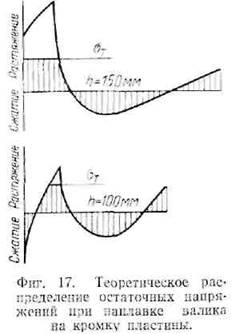 Наплавка валика на
кромку полосы. Теоретически
определенные эпюры остаточных напряжений, возникающих при наплавке валика на
кромку полосы, представлены на фиг. 17. Между шириной полосы и величиной
остаточных напряжений имеется определенная зависимость [72]. Для широкой полосы
на кромке под валиком имеют место напряжения растяжения, равные пределу
текучести, сопровождаемые значительными пластическими деформациями. В более
узкой полосе под валиком напряжения оказываются небольшими и сжимающими, а
пластические деформации почти отсутствуют. Наконец, при наиболее узкой полосе
под валиком имеют место значительные напряжения сжатия при полном отсутствии
пластических деформаций.
Наплавка валика на
кромку полосы. Теоретически
определенные эпюры остаточных напряжений, возникающих при наплавке валика на
кромку полосы, представлены на фиг. 17. Между шириной полосы и величиной
остаточных напряжений имеется определенная зависимость [72]. Для широкой полосы
на кромке под валиком имеют место напряжения растяжения, равные пределу
текучести, сопровождаемые значительными пластическими деформациями. В более
узкой полосе под валиком напряжения оказываются небольшими и сжимающими, а
пластические деформации почти отсутствуют. Наконец, при наиболее узкой полосе
под валиком имеют место значительные напряжения сжатия при полном отсутствии
пластических деформаций.
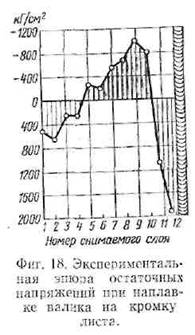
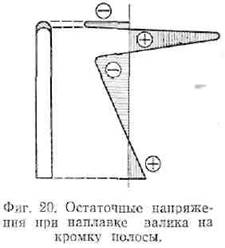 Эксперименты подтверждают
правильность этих теоретических эпюр (фиг. 18) и существование зависимости
напряжений от ширины пластины, т. е. от ее жесткости (69]. Жесткость пластины
оказывает сильное влияние на величину остаточных напряжений [40]. В пластинах
весьма малой ширины (20—40 мм) возникают остаточные напряжения сжатия. В
пластинах шириной более 75 мм в результате наплавки возникают напряжения
растяжения, достигающие предела текучести, так как в этом случае деформации,
обусловливающие их возникновение в зоне шва выходят из упругой области.
Увеличение" жесткости пластины способствует повышению скорости этих
деформаций, однако в пластинах шириной более 100 мм фактор жесткости перестает
оказывать существенное влияние на скорость деформации.
Эксперименты подтверждают
правильность этих теоретических эпюр (фиг. 18) и существование зависимости
напряжений от ширины пластины, т. е. от ее жесткости (69]. Жесткость пластины
оказывает сильное влияние на величину остаточных напряжений [40]. В пластинах
весьма малой ширины (20—40 мм) возникают остаточные напряжения сжатия. В
пластинах шириной более 75 мм в результате наплавки возникают напряжения
растяжения, достигающие предела текучести, так как в этом случае деформации,
обусловливающие их возникновение в зоне шва выходят из упругой области.
Увеличение" жесткости пластины способствует повышению скорости этих
деформаций, однако в пластинах шириной более 100 мм фактор жесткости перестает
оказывать существенное влияние на скорость деформации.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.