СОДЕРЖАНИЕ
ВВЕДЕНИЕ
В нашей стране уделяется большое внимание всестороннему развитию сварки. Сварка является одним из наиболее простых, высокопроизводительных и экономичных способов соединения деталей и создания конструкций для многих отраслей народного хозяйства.
Расширенное применение в промышленности сварных конструкций и повышение уровня механизации сварочных работ дает большую экономию народному хозяйству.
Уже сейчас в Советском Союзе достигнуты значительные успехи в разработке новых, прогрессивных методов сварки, в создании высокоэкономичных сварных конструкций, в разработке новых сварочных материалов и процессов сварки многих специальных сталей, цветных металлов и сплавов.
По масштабам внедрения в промышленность передовых методов сварки Советский Союз занимает первое место в Европе.
В настоящее время большое внимание уделяется вопросам рационального проектирования и усовершенствования технологии изготовления сварных конструкций в целях повышения их прочности, надежности, долговечности, экономичности, снижения трудоемкости и удельного расхода металла. Все более широко применяются экономичные комбинированные сварно-литые конструкции, а также конструкции, сваренные из прокатного и ''штампованного металла.
Особое значение приобретает дальнейшее развитие теории сварочных процессов и, в частности, одной из главных ее проблем - прочности сварных соединений и конструкций и влияния, остаточных сварочных напряжений на их прочность. Остаточные, напряжения зачастую оказываются причиной, вызывающей разрушение либо способствующей возникновению и распространению разрушения. Целью настоящей работы является систематизация и обзор современных представлений по этому проблемному вопросу, основывающихся на теоретических и экспериментальных исследованиях, а также на промышленном опыте и изложенных в разрозненна отечественных и зарубежных литературных источниках.
ОСТАТОЧНЫЕ СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ
Сварка, так же как и другие технологические процессы в машиностроении и строительстве (литье, обработка давлением, резание, термическая обработка), вызывает возникновение в деталях и частях сооружений остаточных напряжений. Причиной этого являются неодинаковые линейные или объемные деформации соседних объемов металла. Характерным для остаточных напряжений вообще является то, что они существуют и уравновешиваются внутри изделия без приложения к нему внешних усилий. Различие остаточных напряжений, возникающих при разных технологических операциях, проявляется лишь в характере их распределения по объему изделия. По существующей классификации [27] остаточные напряжения делятся на три рода. Основанием для этого деления служит тот объем металла, в котором уравновешиваются остаточные напряжения данного рода. Напряжениями первого рода называют напряжения, уравновешивающиеся в макрообъеме, т.е. в объеме, соизмеримом с размерами всего изделия; напряжениями второго рода — уравновешивающиеся в микрообъеме, соизмеримом с объемом одного или нескольких зерен металла, и, наконец, напряжениями третьего рода — всевозможные искажения кристаллической решетки металла. Некоторые исследователи делят напряжения, возникающие при сварке, на остаточные и реактивные [73], где под реактивными напряжениями понимаются такие, которые появляются в результате жесткого закрепления свариваемых элементов. С нашей точки зрения, такое деление не может считаться целесообразным, так как по существу различие между так называемыми «реактивными» напряжениями и вообще остаточными напряжениями установить трудно.
При различных технологических операциях различны и причины, приводящие к неоднородным объемным деформациям, т. е. причины, вызывающие появление остаточных напряжений. В сварочном процессе такими причинами являются: температурный цикл сварки, неоднородные структурные превращения в металле шва и в зонах термического влияния и, наконец, изменение растворимости газов, окружающих сварной шов.
ТЕМПЕРАТУРНЫЙ ЦИКЛ СВАРКИ КАК ИСТОЧНИК ВОЗНИКНОВЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
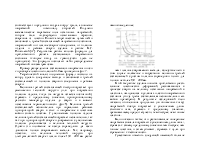
Сварка представляет собой металлургический процесс, протекающий в широком интервале температур: от температуры окружающего воздуха до температур, значительно превышающих температуры плавления металла (2000—3000° С при газовой сварке и 4000° С при электродуговой сварке). При этом только очень небольшой объем металла нагревается до указанных температур в весьма короткий промежуток времени, вследствие чего тепло успевает распространиться лишь на небольшую зону металла. Таким образом, нагрев при сварке носит резко выраженный местный характер и происходит с высокой скоростью. Кроме того, параметры температурного цикла определяются скоростью поступательного движения источника нагрева вдоль сварного шва. Температурное состояние металла сварного соединения определяется следующими величинами: количеством вносимого тепла, продолжительностью нагрева, теплофизическими характеристиками металла и, наконец, геометрическими размерами изделия. Учитывая все эти параметры и исходя из уравнений теплопроводности при распространении тепла в линейном поле (при сварке стержней), в плоском поле (при сварке тонких листов) и в пространственном поле (при сварке толстых листов), Н. Н. Рыкалин [79] создал теорию определения температурного состояния при сварке. Он показал, что по истечении некоторого промежутка времени (от нескольких секунд до нескольких минут в зависимости от параметров процесса) наступает предельное термическое состояние, которое характеризуется постоянным по отношению к источнику тепла положением изотерм в металле.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.