Обработка пиломатериалов для изготовления досок пола и обшивки вагонов производится на специализированном деревообрабатывающем оборудовании. Принимаются станки режущие, строгальные, сверлильные, сушильную камеру, пневматические системы для отсоса и удаления стружки и опилок из помещения и другое оборудование.
Программа участка определяется объёмом подлежащей деревянной обработки в кубометрах и подсчитывается как произведение норм её расхода, установленной на ремонтируемый вагон.
1.13 Обменная кладовая.
Обменная кладовая с хранением в ней материалов с запасными частями располагается с учётом удобств, транспортировки.
Количество работающих - 2 человека.
1.14. Определение количества производственных рабочих
для депо.
Расчёт производственных рабочих ведётся по среднеё трудоёмкости на один вагон:
Rсп= (2.19.)
(2.19.)
где NB –годовая программа ремонта, 2200 вагонов;
Н – трудоёмкость ремонта одного вагона, Н=82 чел.час.;
Fспгод – годовой фонд рабочего времени,1980 часа;
Кп – коэффициент, учитывающий рост производительности труда, 0,45.
Подставляем значения в формулу:
Rсп= человек
человек
Количество рабочих находящихся в отпуске:
Rот= Rсп*0,08=203*0,08=16 человека
Количество ИТР и ЛУР – это 6% от численности работающих:
RИТР=203*0,06=12,18
Принимаем 13 человек.
Количество младшего обслуживающего персонала – 3%:
Rобсл=203*0,03=6 человек
Количество вспомогательных рабочих – 12%:
Rвсп=203*0,12=24 человека
Всего по депо:
Rобщ= Rсп+ Rот+ RИТР+ Rобсл+ Rвсп=203+16+13+6+24=262 человек
Всего по депо принимаем 262 человек.
2.Модернизация колёсно-роликового цеха.
Цель дипломного проекта проведение модернизации колёсно-роликового цеха. Для улучшения условий труда работников, повышения производительности труда, увеличения объемов ремонта колёсных пар, а следовательно увеличения выпуска из деповского ремонта вагонов парка ОАО «РЖД», собственности промышленных предприятий проведение капитального ремонта вагонов. Для этого предлагаю внедрить следующее оборудование:
- - автоматизированный комплекс ультразвукового контроля колесных пар
вагонов "ПЕЛЕНГ-АВТОМАТ";
- механизированный комплекс монтажа и демонтажа колёсных пар на повышенном пути «МиМакс»;
- автоматизированная установка измерения параметров колесных пар грузовых вагонов «Профиль»;
-анализатор ресурса подшипников акустико-эмиссионный портативный прибор ранней диагностики подшипниковых узлов «АРП 11».
2.1. Совершенствование измерений деталей и узлов подвижного состава.
Обеспечение безопасной эксплуатации подвижного состава— одна из важнейших задач на транспорте. Высокие скорости и большие механические, в том числе ударные, нагрузки, вибрация, воздействие коррозионных сред приводят к интенсивному износу деталей и узлов подвижного состава. Это требует, в свою очередь, своевременного контроля их параметров.
Анализ существующего уровня ремонтно-технологического оборудования и технической оснастки дефектационных, контрольно-сортировочных и контрольных операций при деповском и заводском ремонтах грузовых вагонов показывает:
♦ до 80 % контрольных операций, удельный вес которых в общей трудоемкости работ по ремонту грузового вагона составляет не менее 10 %, выполняются вручную с помощью шаблонов и других ручных измерительных инструментов;
♦ контактные методы контроля параметров деталей и узлов подвижного состава с использованием шаблонов трудоемки и не обеспечивают необходимую точность измерений;
♦ пригодность деталей к эксплуатации определяется субъективно, что не исключает некачественное выполнение работ;
♦ большая номенклатура шаблонов (например, более 100 для ходовой части) приводит к увеличению времени на их поверку с абсолютными образцами, которая происходит с периодичностью от двух до шести месяцев;
♦ применение шаблонов для контроля технологической дисциплины предполагает субъективное выборочное дублирование работ, что, в конечном итоге, малоэффективно и не обеспечивает необходимой ответственности персонала при контрольных операциях.
Для решения этих вопросов специалисты ООО «Агроэл» разрабатывают новое поколение оборудования на базе бесконтактных оптических высокопроизводительных методов контроля. Это направление поддержано руководителями дорог, ощущающими острую необходимость переоснащения ремонтно-технологического оборудования. Исследования показали, что бесконтактные оптические способы обеспечивают необходимую точность и диапазон измерений геометрических параметров деталей и узлов вагонов.
Результатом разработок стал комплекс средств бесконтактного оптического контроля подвижного состава и оборудования, построенный на общих принципах, использующий лазерные триангуляционные и теневые измерители (рис. 1,2).
|
|
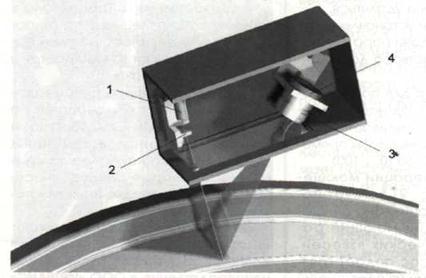
Рис. 1. Принципиальнаясхемалазерноготриангуляционногоизмерителя
1 — лазер; 2 — линза; 3 — объектив; 4 — фотоприемник
|
|
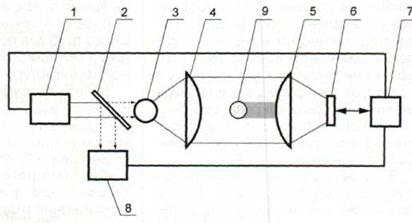
Рис. 2. Функциональнаясхематеневоголазерногоизмерителяскомпенсациейизменениямощностиизлучения:
1 — лазер; 2 — светоделительная пластина; 3, 4 — цилиндрические линзы; 5 — коллимирующая линза; 6 — фотоприемник на линейке ПЗС; 7 — блок обработки сигнала изображения; 8 — пороговое устройство; 9 — измеряемый объект.
В триангуляционном измерителе вырабатываемый лазером 1 луч фокусируется в линию на поверхность объекта линзой 2. Отраженный сигнал регистрируется фотоприемником 4 на основе прибора с зарядовой связью (ПЗС). По величине базы измерителя и угла триангуляции определяется расстояние до объекта.
В теневом измерителе линзы 3 и 4 осуществляют развертку лазерного излучения в пучок параллельных лучей. В результате объект 9 засвечивается плоским лучом и на фотоприемнике 6 формируется его изображение, соответствующее тени, отбрасываемой на поверхность.
В блоке 7 происходят обработка сигнала изображения и определение размера объекта 9. Светоделительная пластина 2 и пороговое устройство 8 формируют канал корректировки времени экспозиции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.