 , (9.2)
, (9.2)
где р —давление шестеренного насоса в кгс/см ; ри — давление в полости имитатора в кгс/см ; F — площадь поршня верхнего цилиндра в см ; F1 — площадь поршня нижнего цилиндра в см ; f — площадь плунжера верхнего цилиндра в см2; fпл — площадь
плунжера имитатора в см2. На рис. 57
показан имитатор насоса для пресса ПН-7,5.
Плунжер 2 имитатора при помощи бурта прикреплен к штоку 1 нижнего цилиндра пресса специальным фланцем. В корпусе
З имитатора выполнено два отверстия с резьбой для монтажа клапанов, проходящих гидрообжим или длительное испытание под нагрузкой. На рис. 57 изображен всасывающий клапан 5, а на месте нагнетательного клапана находится технологическая заглушка 4.
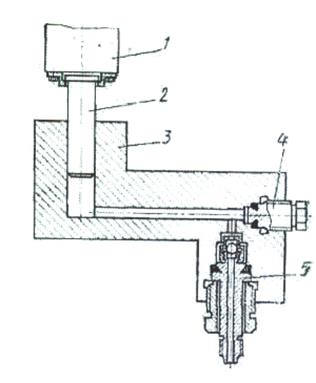
Рис. 57 Имитотор насоса
После включения электродвигателя пресса предохранительный клапан настраивают на требуемое давление для гидравлического режима.
Переключением реверсивного золотника производят несколько ходов плунжера вверх-вниз. Возвратно-поступательное движение плунжера имитатора обеспечивает заполнение полости корпуса 3 маслом из бака, который находится под всасывающим клапаном 5.
 Отсутствие воздушной подушки за
клапаном контролируется отсутствием проседания нижнего поршня пресса после
выхода его в режим мультипликации. Для ускоренного удаления воздуха из
имитатора насоса допускается некоторое ослабление технологической заглушки 4.
Отсутствие воздушной подушки за
клапаном контролируется отсутствием проседания нижнего поршня пресса после
выхода его в режим мультипликации. Для ускоренного удаления воздуха из
имитатора насоса допускается некоторое ослабление технологической заглушки 4.
После гидравлического обжима запорных ленточек всасывающего и нагнетательного клапанов их испытывают на работоспособность. Для этого в имитатор ввертывают оба клапана, а пресс переводят на автоматический цикл работы, обеспечивающий условия работы клапанов, как в реальном насосе высокого давления.
Кроме использования для гидрообжима и испытания клапанов, настольный пресс ПН-7,5 полезен при всякого рода запрессовочных операциях малогабаритных деталей. Пресс ПН-7,5 допускает регулирование усилия в диапазоне 440—7500 кгс, что, учитывая бесступенчатость регулирования, ставит его в разряд универсального лабораторного оборудования.
9.3. Особенности наладки системы.
Подготовка труб. Практика эксплуатации гидросистем показала, что их надежность во многом зависит от надежности трубопровода и его соединений, так как при неисправности последних может выйти из строя какой-либо ответственный участок гидросистемы, а иногда и вся система. Указанное обстоятельство заставляет устанавливать высокие требования к надежности не только гидросистемы в целом, но и ее трубопроводов и соединений.
Особенность работы трубопроводов высокого давления заключается в том, что некоторые из них в процессе эксплуатации подвергаются очень большим статическим и динамическим нагрузкам.
Трубопроводы гидросистем высоких давлений делятся на следующие группы: всасывающие, сливные, напорные нормального давления, напорные высокого давления.
 |
В настоящем разделе рассмотрим только некоторые вопросы подготовки к монтажу напорных трубопроводов высокого давления. К ним относятся трубопроводы клапанных головок, нагрузочных узлов, обратных клапанов, а также магистралей, соединяющих гидромультипликатор с исполнительным механизмом или испытуемыми емкостями.
Трубопроводы высокого давления долгое время изготовляли из стали 20А. В последнее время трубопроводы напорных магистралей гидросистем изготовляются из сталей Х18Н10Т, 0Х18Н10Т, 0Х18Н12Т и др. Чаще всего применяют стали Х18Н10Т и 0Х18Н12Т, так как трубопроводы из этих сталей в меньшей степени, чем из других, склонны к коррозии, обладают лучшими технологическими свойствами и легче переносят вибрационные нагрузки.
Для изготовления ниппелей, гаек, штуцеров применяют стали 1X17Н2, ЗОХГСА, 1Х18Н9Т, ЭН481, 45 и др.
Поступившие на завод заготовки для трубопроводов необходимо подвергать контрольной проверке на соответствие ГОСТу и техническим условиям.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.