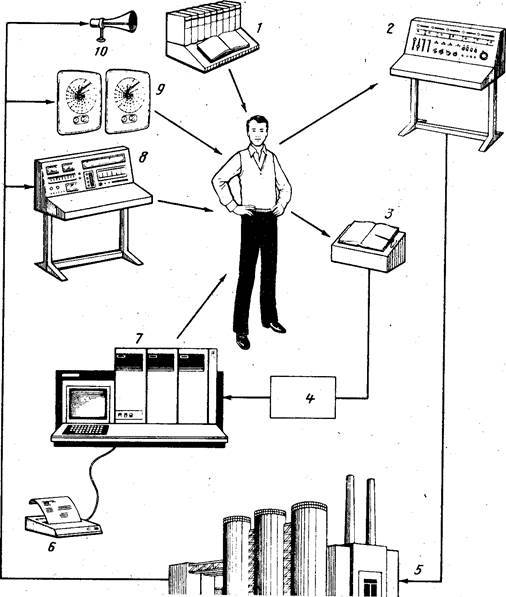
Рис. 13.2
Управление технологическим процессом с помощью ЭВМ не в реальном времени:
1 — руководства по эксплуатации; 2 — пульт управления; 3 — регистрационный журнал; 4 — устройство ввода данных; 5 — технологический процесс; 6 — печатающее устройство; 7 — ЭВМ, функционирующая не в реальном времени; 8 — индикация и сигнализация; 9 — регистрирующие приборы; 10 — звуковая сигнализация
Контроль технологического процесса. Следующим шагом после исследования данных не в реальном масштабе времени является контроль технологического процесса (рис. 13.3). ЭВМ связана с определенными датчиками контроля технологического процесса или счетчиками. Обработка соответствующих данных позволяет ЭВМ следить за ходом технологического процесса. Во время контроля технологического процесса ЭВМ не может непосредственно воздействовать на производственное оборудование и произвести при необходимости соответствующие коррекции технологических параметров. Отсутствие такой возможности объясняется тем, что ЭВМ в этом случае не имеет выходов, воздействующих на управляемое производственное оборудование.
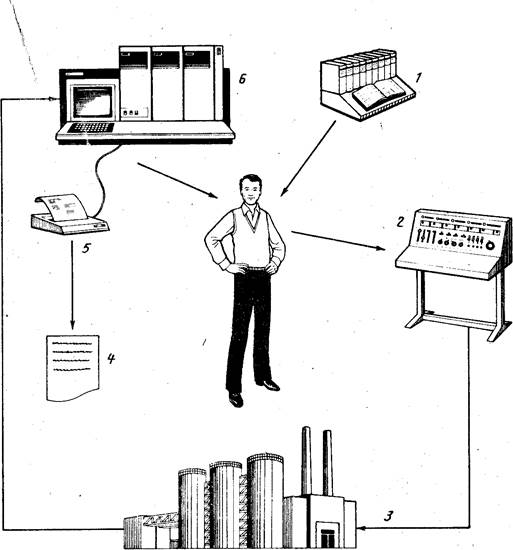
Рис. 13.3
Контроль технологического процесса с помощью ЭВМ в реальном времени:
1 — руководства по эксплуатации; 2 — пульт управления; 3 — технологический процесс; 4 — распечатка контрольных, данных; 5 — печатающее устройство; 6 — ЭВМ, функционирующая в реальном времени
Целью такой концепции автоматизации является периодическое информирование административного и обслуживающего персонала о ходе конкретного технологического процесса. При этом оператор освобождается от необходимости внесения данных о ходе технологического процесса в журнал регистрации. Кроме формирования периодических сообщений системы контроля технологического процесса с помощью ЭВМ могут также выдавать без задержки сообщения об изменении технологических параметров операторам или обслуживающему персоналу. В число таких контролируемых параметров может входить, например, температура гидробака. Однако оператор в этом случае все еще должен обеспечивать непосредственное управление производственной установкой. Он также должен обладать квалификацией технолога, достаточной для проведений коррекций технологических параметров в зависимости от «температуры гидробака» или другой технологической информации, полученной с помощью ЭВМ от датчиков контроля технологического процесса.
Контроль с помощью ЭВМ в реальном времени с диалоговой поддержкой. Следующим шагом при автоматизации производственного оборудования является контроль с помощью ЭВМ в реальном масштабе времени с диалоговой поддержкой. При этом виде контроля ЭВМ обеспечивает не только непосредственный контроль протекания технологического процесса, но и выдает конкретные рекомендации оператору для оптимального управления производственной установкой. Например, в то время как ЭВМ, контролирующая технологический процесс, может регистрировать температуру гидробака и периодически выводить для оператора на распечатку справочную информацию, ЭВМ с диалоговой поддержкой, функционирующая в реальном времени, может обеспечить вывод на экран дисплея следующее сообщение: «Температура гидробака 187°, что превышает допустимое значение;
для уменьшения подачи топлива к печам закрыть клапан К9 на l/4 оборота».
Формирование подобного сообщения значительно повышает степень сложности системы по сравнению с обычной системой контроля технологического процесса. Однако система с указанной возможностью относится к замкнутому типу. При этом ответственность за управление технологическим процессом полностью лежит на операторе, который использует руководство по эксплуатации и за которым остается принятие окончательного решения с целью коррекции заданных технологических параметров.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.