2 Чистовое точение квал. 11 (250 мкм).
3 Тонкое точение квал. 9 (100 мкм).
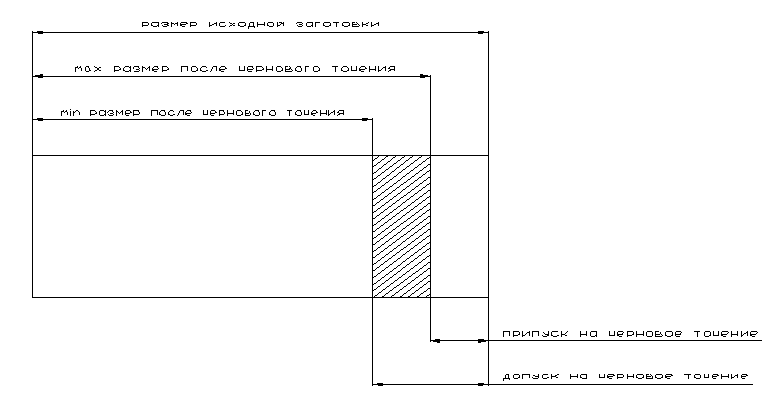
Построение графического изображения припусков, допусков и межоперационных размеров
|
|
Основная расчетная формула для определения припуска:
![]() - для одностороннего припуска не
цилиндрических поверхностей.
- для одностороннего припуска не
цилиндрических поверхностей.
![]() - для
двухстороннего припуска не цилиндрических поверхностей.
- для
двухстороннего припуска не цилиндрических поверхностей.
![]() - припуск тел вращения.
- припуск тел вращения.
где: Rz – высота микро неровностей, мкм; h – глубина дефектного слоя, мкм; D - величина коробления, мкм; Е – погрешность установки, мкм.
Определение элементов припуска для каждого перехода
Для чернового обтачивания элементы припуска определяются параметрами качества поверхности заготовки.
Rz=200мкм; h=250мкм; (табл. 12, стр. 186 [1]).
Величина коробления заготовки:
Dкор=Dк*165 (табл. 16, стр. 186 [1])/
Dкор=1,6*165=264мкм, где: Dк=1,6мкм на 1 мм длинны поверхности штамповки (табл. 16, стр. 186)
L=165мм кор=1,6*165=264мкм
Погрешность установки Ey=400мкм (стр. 42, табл. 13[1])
Определение величины минимального для чернового точения
![]()
Для остальных переходов элементы припуска Rz и h принимаются по табл. 25 мтр. 188 [1].
Расчетный минимальный припуск на чистое точение Rz =50мкм; h=50мкм; кор=Dк×l; к=0,5мкм (табл. 15 [1]) кор=0,5×165=82,5мкм Ey=150мкм
2Zmin=2×(50+50+82.5+150)=670мкм
Расчетный минимальный припуск на тонкое точение:
Ey=20мкм – установка на гидропластной оправе (стр. 41 [1]).
Кор=Dк×l=0,04×165=7мкм
2×Zmin=2×(25+25+7+20)=154мкм
Для удобства определения межоперационных размеров и допусков на них. Результаты расчетов сводятся в таблицу 2.
Таблица 2
|
Технологические переходы |
Элементы припуска |
Расчетный припуск 2×Zmin мкм |
Расчетный минимальный размер мкм |
Допуск на изготовление, Td мкм |
Максимальный округленный размер мм |
Размер с допуском мм |
|||
|
Rz |
H |
D |
Ey |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7=9-1+6 |
8 |
9=7+8 |
10 |
|
Штамповка |
200 |
250 |
264 |
400 |
2 |
168,4 |
3300 |
171,7 |
|
|
Черновое обтачивание |
50 |
50 |
83 |
80 |
2030 |
166 |
400 |
166,4 |
|
|
Чистовое обтачивание |
25 |
25 |
7 |
20 |
670 |
165,15 |
250 |
165,4 |
|
|
Тонкое обтачивание |
- |
- |
- |
- |
154 |
164,9 |
100 |
165 |
|
Определение остальных размеров исходной заготовки по общим припускам – по таблицам ГОСТ 75050-74 (таблица 49, стр. 248, [2]).
Так как общий припуск в таблицах дается в зависимости от массы штамповки, от группы стали и степени сложности, то определяются сначала эти данные.
Предварительно определяется масса заготовки из коэффициента использование материала заготовки:
|
|
где: Gn – масса детали по чертежу, в кг.
Gз – масса заготовки, в кг.
Для
крупносерийного производства статическое значение Kn=0,6…0,8. Принимаем Kn=0,7,
тогда 
Определяются группы стали согласно стр. 243 [2] или стр. 47 [3].
Группа стали М1 – углеродистые и легированные стали с содержанием до 0,45% С и легированных элементов до 2%. ГОСТ 7505-74.
К группе М2 относятся легированные стали, не относящиеся к группе М1.
Для нашего случая стали 20Х – 0,20% С – М1 определяется степень сложности заготовки С1; С2; С3; С4.
|
|
где: G – масса штамповки;
G – масса простой фигуры, в которую вписывается штамповка;
V – объем штамповки;
V – объем простой фигуры.
С1=0,63¸1,0 С3=0,16¸0,32
С2=0,32¸0,63 С4=до 0,16
По таблицам ГОСТ 7505 определяются припуски (табл. 49 [2]) или (табл. 12 [3]).
На размер 100 мм – припуск 3,4 мм
Размер штамповки 100+2×3,4=106,8 мм
На размер 120 мм – припуск 3 мм
Размер штамповки 120+2×3=126 мм
На размер 165 мм – припуск 3,5 мм
Размер штамповки 165+2×3,5=172 мм
На размер 50 мм – припуск 2,9 мм
Размер штамповки 50+2,9+3=55,9 мм
На размер отверстия Æ 60 Н7 – припуск 3,4 мм
Размер штамповки 60-2×3,4=53,2 мм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.