При выполнении дипломного проекта применяется единичный вид технологического процесса, учитывающий все особенности заданной детали – представителя, позволяющий студентам учесть разнообразие применяемого оборудования, приспособлений, инструмента.
В пояснительной записке излагаются соображения по выбору оборудования, приспособлений, режущего и мерительного инструмента, применяемых в разработанных операциях.
При выборе оборудования следует руководствоваться размерами обрабатываемых поверхностей с учетом величины перемещения органов станка, использованием его по мощности. При этом желательно выбирать станок минимальной стоимости, отдавая предпочтение станкам, допускающим многостаночное обслуживание.
Предпочтение следует отдавать быстродействующим приспособлениям с гидравлическими и пневматическими приводами. По возможности применять многоместные и многопозиционные приспособления. В серийном производстве экономически выгодно применять универсально – наладочные приспособления, позволяющие быстро переналаживать станок на обработку других однотипных деталей. Также широко применяются специализированные и специальные приспособления. При выборе приспособлений учитываются требования точности, жесткости, экономичности и удобства эксплуатации приспособлений.
Необходимо выбрать режущий инструмент для выполнения всех переходов и операций проектируемого технологического процесса, указать основные размеры, материал режущей части инструмента, ГОСТ, если инструмент стандартный. При прочих равных условиях предпочтение следует отдавать стандартному и нормализованному инструменту. Для режущей части инструмента желательно применять твердые сплавы.
Например: фреза концевая Æ32 Т15К6 R2,5 ГОСТ 20537
Резец проходной упорный ВК8 20Х25 ГОСТ 18879
Сверло Æ12 Р6М5 ГОСТ 10903
В пояснительной записке следует отразить обоснование выбора инструмента для двух – трех переходов.
При выборе вспомогательного инструмента, следует учитывать размеры и типы режущего инструмента, величину усилия моментов, возникающих при резании, жесткость крепления, простоту и надежность инструмента. Необходимо строго согласовать присоединительные места вспомогательного инструмента и станка. При выборе вспомогательного инструмента необходимо знать паспорт станка и его комплектацию вспомогательным инструментом. В пояснительной записке следует отразить обоснование выбора вспомогательного инструмента на два перехода.
Пример вспомогательного инструмента:
Втулка 40-2-50 ОСТ 2 П12-8-84
Патрон 1-30-2-90 ГОСТ 26539-85
При выборе средств контроля рекомендуется максимально использовать стандартные средства технологического контроля, такие как предельные калибры (пробка, скоба) калибры взаимного расположения поверхностей, шаблоны разных видов и назначения, контрольные приспособления, эталоны шероховатости. При использовании станков с ЧПУ имеется возможность, несколько сократить промежуточный контроль.
В пояснительной записке нужно кратко изложить главный принцип выбора контрольно-измерительных средств.
Пример записи контрольно-измерительных средств:
Скоба 26-0,4 ГОСТ 18362
Пробка 12Н8 ГОСТ 14811
Контрольные приспособления на теоретический контур.
Расчет режимов резания производится двумя методами: аналитическим (по эмпирическим формулам) и нормативным (по таблицам общемашиностроительным нормативам резания).
В пояснительной записке дипломник по заданию руководителя приводит расчет оптимального режима: на одну операцию – аналитическим способом и на одну – по нормативам.
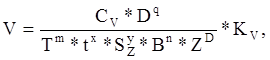
При расчете аналитическим способом используются эмпирические формулы (скорость резания и силы резания).
Например при фрезерный переходах:
|
|
( ) |
|
|
( ) |
При назначении режимов резания используются "Общемашиностроительные нормативы времени и режимов резания на работы, выполняемые на металлорежущих станках с программным управлением и универсальных" – допускается применение и других справочников с таблицами режимов резания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.