При наладке станка в корректор с указанным номером заносят длину инструмента или его радиус (диаметр). По команде G43 содержимое корректора складывается с запрограммированным перемещением (коррекция в "+"), а по команде G44 - наоборот, вычитается (коррекция в "-").
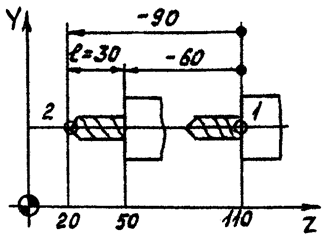
Например, если в корректоре D01 записана длина сверла l=30 мм, то при отработке кадра
G90 G43 D01 Z20
координата торца шпинделя будет равна Z=20 + 30=50 мм (рис. 8.1).
 Тот же кадр можно запрограммировать в приращениях:
Тот же кадр можно запрограммировать в приращениях:
G91 G43 D01 Z-90.
Здесь фактическое перемещение по оси Z составит DZ=-90+30=-60 мм. Величина коррекции может быть записана в корректор со знаком "+" или "-", что необходимо учитывать при программировании команд G43/G44.
Рис. 8.1. Пример коррекции на длину инструмента
Функции G43/G44 являются модальными и взаимно отменяют друг друга. Номер корректора, указанный для соответствующей оси, также является модальным и запоминается до указания нового номера. Коррекция по всем осям аннулируется командой G40. Для отмены коррекции по одной оси вместо функции G40 программируют команду D00. Например, для возврата в исходную точку (см. рис. 8.1) следует записать:
или
G91 D00 Z90.
По своей сути команды G43/G44 означают сдвиг нуля программы по соответствующим осям на величину коррекции. Однако при этом следует учитывать, что смещение начала координат будет зависеть от режима G90/G91. В режиме G90 коррекция отсчитывается от главного нуля УП, а в режиме G91 - от текущего нуля (с учетом предыдущих коррекций).
Например, фрезерование паза (рис. 8.2) можно запрограммировать в абсолютах:
G90 G00 G44 D01 X100 G44 D01 Y70
G01 G43 X160 G43 Y130.
В первом кадре задано перемещение в точку 1 с отрицательной коррекцией на радиус RИ, который записан в корректоре D01. Это равносильно сдвигу начала координат W в точку W1 на величину -RИ по обеим осям. Координаты центра фрезы в новой системе X1W1Y1 будут равны запрограммированным X1=100 мм и Y1=70 мм.
Во втором кадре задано перемещение в точку 2 с положительной коррекцией. При этом начало координат смещается в точку W2 на величину +RИ от главного нуля W. Положение фрезы в системе X2W2Y2 будет соответствовать координатам Х2=160 мм и Y2=130 мм.
Если ту же траекторию запрограммировать в приращениях, то смещение точки W2 будет отсчитываться не от главного нуля W, а от текущего начала координат W1. Поэтому необходимо предусмотреть еще один корректор (например, D02) и записать туда величину 2RИ:
G91 G00 G44 D01 X100 G44 D01 Y70
G01 G43 D02 X60 G43 D02 Y60.
В качестве примера приведем фрагмент УП для обработки контура (рис. 8.3):
G90 G00 G44 D01 X60 G44 D01 Y50
G01 G43 Y130
G43 X130
Y80
X190
G44 Y50
G44 X60
G00 D00 X0 D00 Y0.
Этот же контур можно обработать в режиме G91:
G91 G00 G44 D01 X60 G44 D01 Y50
G01 G43 D02 Y80
G43 D02 X70
Y-50
X60
G44 Y-30
G44 X-130
G00 D00 X0 D00 Y0.
9. АВТОМАТИЧЕСКИЙ РАСЧЕТ ЭКВИДИСТАНТЫ
Автоматический расчет эквидистанты применяют для контурного фрезерования. Основу этого метода составляет расчет векторов коррекции в опорных точках траектории. Эти векторы направлены по нормали к запрограммированной траектории, а по величине равны радиусу инструмента RИ, которой записывают в соответствующий корректор.
Включение режима автоматического расчета эквидистанты программируют функциями G41 или G42, которые определяют характер коррекции по отношению к направлению движения:
G41 – коррекция слева;
G42 – коррекция справа.
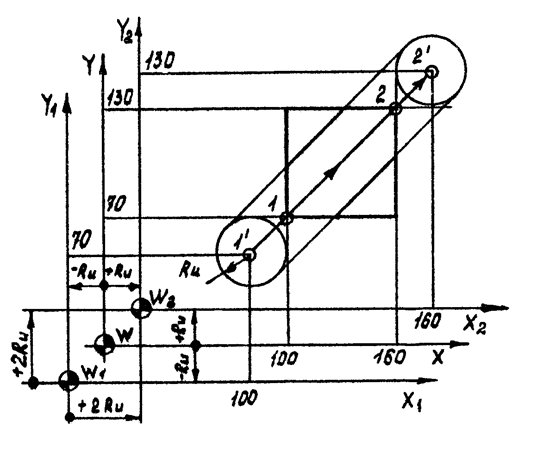 |
Рис. 8.2. Пример коррекции на радиус инструмента
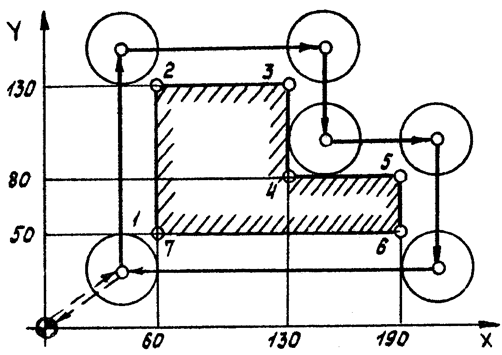 |
Рис. 8.3. Пример обработки контура с осепараллельной коррекцией
Эти функции являются модальными и отменяются командами G40 или D00. Величину коррекции задают ссылкой на номер корректора по адресу D.
К моменту включения коррекции должны быть запрограммированы плоскость коррекции (чаще всего G17) и режим линейной интерполяции (G01). Эти команды можно задавать в одном кадре с функциями G41/G42.
Команды G41/G42 программируют непосредственно после координат начальной точки эквидиcтанты, например (рис. 9.1, а):
G90 G17 G01 X85 Y30 G41 D01.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.