Диапазон перемещений поворотного стола равен 1440° (4 оборота). Минимальное перемещение, отрабатываемое станком, составляет 1 градус. Команда на поворот стола программируется двумя кадрами, поскольку после перемещения обязательно требуется зажим координаты В:
В-10.5 – поворот на 10,5° против часовой стрелки,
М95 – зажим стола.
Поворот стола не должен сопровождаться перемещениями по другим координатам.
Программируемый поворот шпинделя по оси С задают в оборотах, например:
С2 – поворот на 2 оборота по часовой стрелке;
С-0,5 – поворот на 0,5 оборота против часовой стрелки.
Диапазон перемещений по оси С составляет 4000 оборотов.
При подготовке УП траекторию перемещения инструмента относительно заготовки представляет в виде отрезков прямых и окружностей, последовательно переходящих друг в друга. Эти отрезки стыкуются между собой в геометрических опорных точках. В некоторых случаях на траектории инструмента выделяют технологические опорные точки, где изменяются условия протекания технологического процесса (включение охлаждения, изменение рабочей подачи и скорости главного движения и т.д.).
Таким образом, для описания траектории инструмента необходимо запрограммировать координаты опорных точек и указать характер движения между ними.
Координаты опорных точек могут быть заданы двумя способами: в абсолютах и в приращениях. Способ задания программируют с помощью подготовительных функций G90 и G91:
G90 – координаты указывают в абсолютной системе, т.е. от нуля программы;
G91 – координаты указывают в приращениях, т.е. от текущего положения инструмента.
Например, перемещение из точки 1 в точку 2 (рис.4.1) можно запрограммировать двояким образом:
G90 X40 Y70 – в абсолютах;
G91 X-60 Y40 – в приращениях.
 |
|
Рис. 4.1. Пример программирования координат опорной точки |
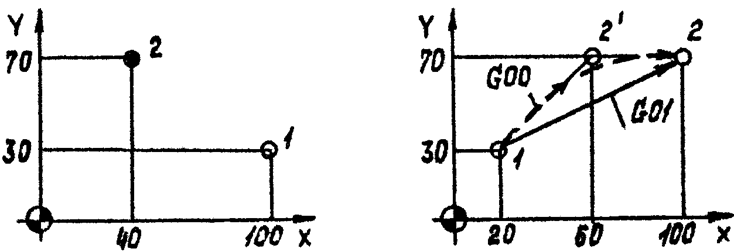
Рис. 4.2. Пример программирования перемещений в режимах G00 и G01 |
Функции G90/G91 являются модальными и взаимно отменяют друг друга*.
Характер движения между опорными точками задают подготовительными функциями G00, G01, G02 и G03:
G00 – позиционирование на быстром ходу;
G01 – линейная интерполяция;
G02 – круговая интерполяция по часовой стрелке;
G03 – круговая интерполяция против часовой стрелки.
Эти функции также являются модальными и действуют до взаимной отмены.
* Поворот шпинделя по координате С всегда программируют в приращениях, независимо от действия режима G90/G91.
Команда G00 приостанавливает действие рабочей подачи до возобновления режима интерполяции. На следящие привода подач выдаются управляющие импульсы с максимальной частотой, которая соответствует скорости быстрого хода. Выдача импульсов прекращается при достижении заданного положения. В режиме G00 возможно позиционирование сразу по трем координатам Х, Y, Z. Однако, в общем случае, траектория инструмента не будет прямолинейной из-за отсутствия согласованного управления приводами подач. Это обстоятельство следует иметь в виду, чтобы избежать столкновений инструмента с заготовкой. В сомнительных ситуациях рекомендуется выполнять позиционирование по каждой оси отдельно.
На рис. 4.2 показана траектория, которая будет получена при отработке кадра:
G91 G00 X80 Y40, если скорости быстрого хода по осям Х и Y равны друг другу. Закругление вблизи точки 2’ обусловлено торможением привода подачи по оси Y при подходе к заданной координате.
Командой G01 программируют прямолинейное движение с рабочей подачей. В режиме линейной интерполяции возможно одновременное перемещение по трем координатам Х, Y, Z. УЧПУ поддерживает результирующую (контурную) скорость, которую задают по адресу F. Кроме того, обеспечивается необходимое для прямолинейного движения соотношение составляющих скорости по каждой оси.
Например, перемещение по прямой из точки 1 в точку 2 (рис.4.2) можно запрограммировать следующим образом:
Скорость перемещения будет равна 60 мм/мин, причем на один импульс по оси Y будет выдаваться два импульса по оси Х.
Движение по дуге окружности с рабочей подачей программируют функциями G02 и G03 (в зависимости от направления). Круговая интерполяция возможна только в одной из главных плоскостей, которые определяют с помощью функций G17, G18 и G19:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.