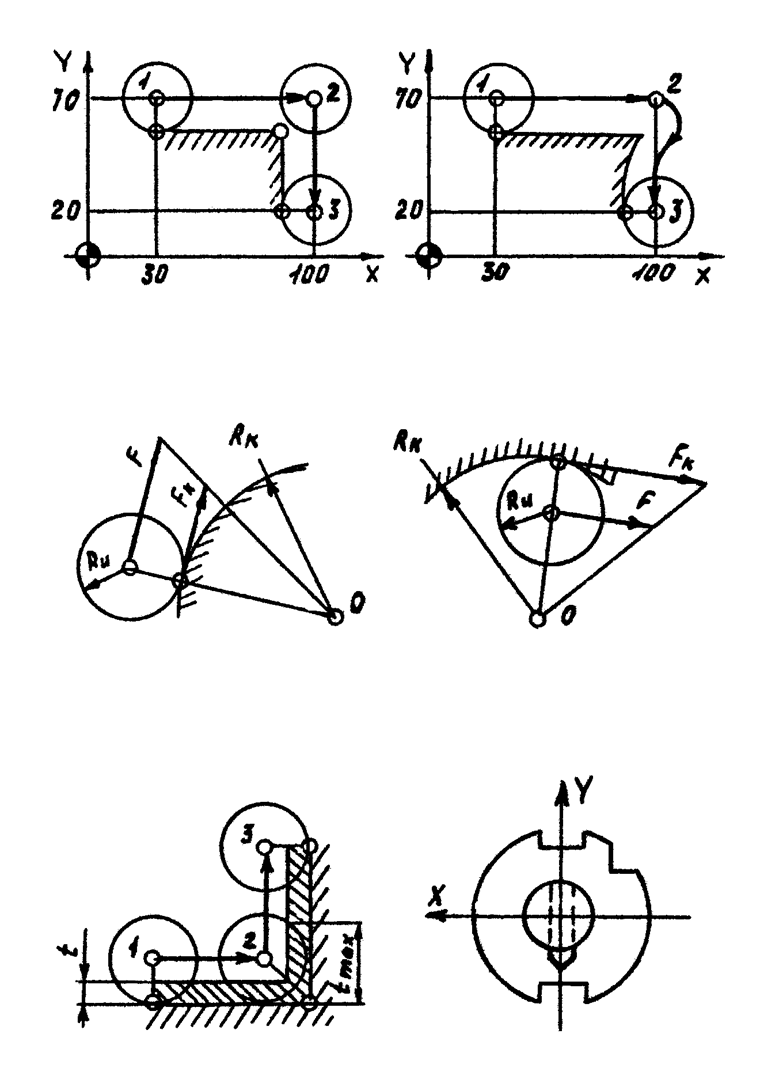
Необходимость коррекции подачи особенно очевидна для фрез большого радиуса, соизмеримого с радиусом контура. Вели подачу не корректировать (т.е. принять F=FК), то фактическая контурная скорость будет значительно отличаться от расчетной. В конечном итоге это приведет к снижению производительности для наружной обработки, а для внутреннего фрезерования – к недопустимому увеличению сил резания.
Кроме того, рекомендуется снижать рабочую подачу при фрезеровании внутренних углов, особенно для черновой обработки с большим припуском. При подходе к вершине угла глубина резания быстро возрастает от номинального значения t до максимальной величины tmax (рис. 5.3). Это приводит к резкому увеличению сил резания и может стать причиной поломки фрезы. Для чистовой обработки можно ограничиться командой торможения G09.
Скорость главного движения (частоту вращения шпинделя) программируют по адресу S методом прямого обозначения с размерностью об/мин. В соответствии с форматом УЧПУ ее задают 4-разрлдним целым числом (от S1 до S9999). Десятичная точка не указывается. Ведущие нули можно опускать.
Направление вращения программируют с помощью знака перед значением частоты: "+" – по часовой стрелке; "-" – против часовой стрелки*. Знак "+" можно опускать, например:
S1000 – вращение по часовой стрелке с частотой 1000 об/мин;
S-300 – вращение против часовой стрелки с частотой 300 об/мин.
Останов шпинделя в произвольном положении программируют вспомогательной функцией М05. Кроме того, предусмотрена команда ориентированного останова S0. На рис. 5.4 показано положение ориентированного останова для стандартного расточного инструмента. Оно соответствует размещению инструмента в магазине вершиной к центру диска.
Включение шпинделя, а также команды останова М05 и S0 допускается программировать в одном кадре с перемещениями. При этом включение шпинделя происходит до отработки перемещений, а останов после перемещений, например:
G01 Z-20 S100 – запуск шпинделя, перемещение по оси Z;
G01 Z20 M05 – перемещение по оси Z, останов шпинделя.
На практике обычно эти команды программируют отдельными кадрами.
Реверс шпинделя программируют без промежуточной команды останова М05 или S0, например:
G91 G01 Z-20 F30 S30
Z20 S-30.
Здесь при достижении координаты Z=-20 мм выполняется реверс шпинделя, а затем возврат в исходную точку.
Запрограммированная по адресу S частота вращения является модальным параметром и действует до тех пор, пока в УП не будут заданы новое значение частоты или команды останова.
* В ЧПУ вращение шпинделя по часовой стрелке соответствует направлению, при котором винт с правой резьбой ввинчивается в заготовку.
 а б
а б
Рис. 5.1. Обработка при изломе траектории:
а – с торможением; б – без торможения а б
Рис. 5.2. Коррекция подачи на криволинейных участках:
а – при наружной обработке; б – при внутренней обработке
|
Рис. 5.3. Возрастание глубины резания при обработке внутренних углов |
Рис. 5.4. Положение ориентированного останова для расточного инструмента |
В УЧПУ 2С42 предусмотрено два способа коррекции рабочей подачи и скорости главного движения:
§ ручная коррекция с помощью дискретных переключателей на пульте УЧПУ;
§ автоматическая коррекция с помощью специальных корректоров.
Коррекцию задают в процентах от запрограммированных значений с шагом 10% в диапазоне: 20% – 120% для подачи; 40% – 140% для частоты вращения. Способ коррекции указывают в УП с помощью функции Е:
Е00 – запрещение коррекции;
Е01 – разрешение коррекции с пульта.
Для автоматической коррекции подачи в УП программируют номер корректора от Е11 до Е40. При этом разрешена коррекция скорости главного движения с пульта УЧПУ.
6. ПРОГРАММИРОВАНИЕ СМЕНЫ ИНСТРУМЕНТА
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.